

Мы предлагаем рынку и партнёрам решения именно их вопросов и задач, используя многолетний опыт наших инженеров и современные решения в области машиностроения и металлообработки.
ОБОРУДОВАНИЕ ДЛЯ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
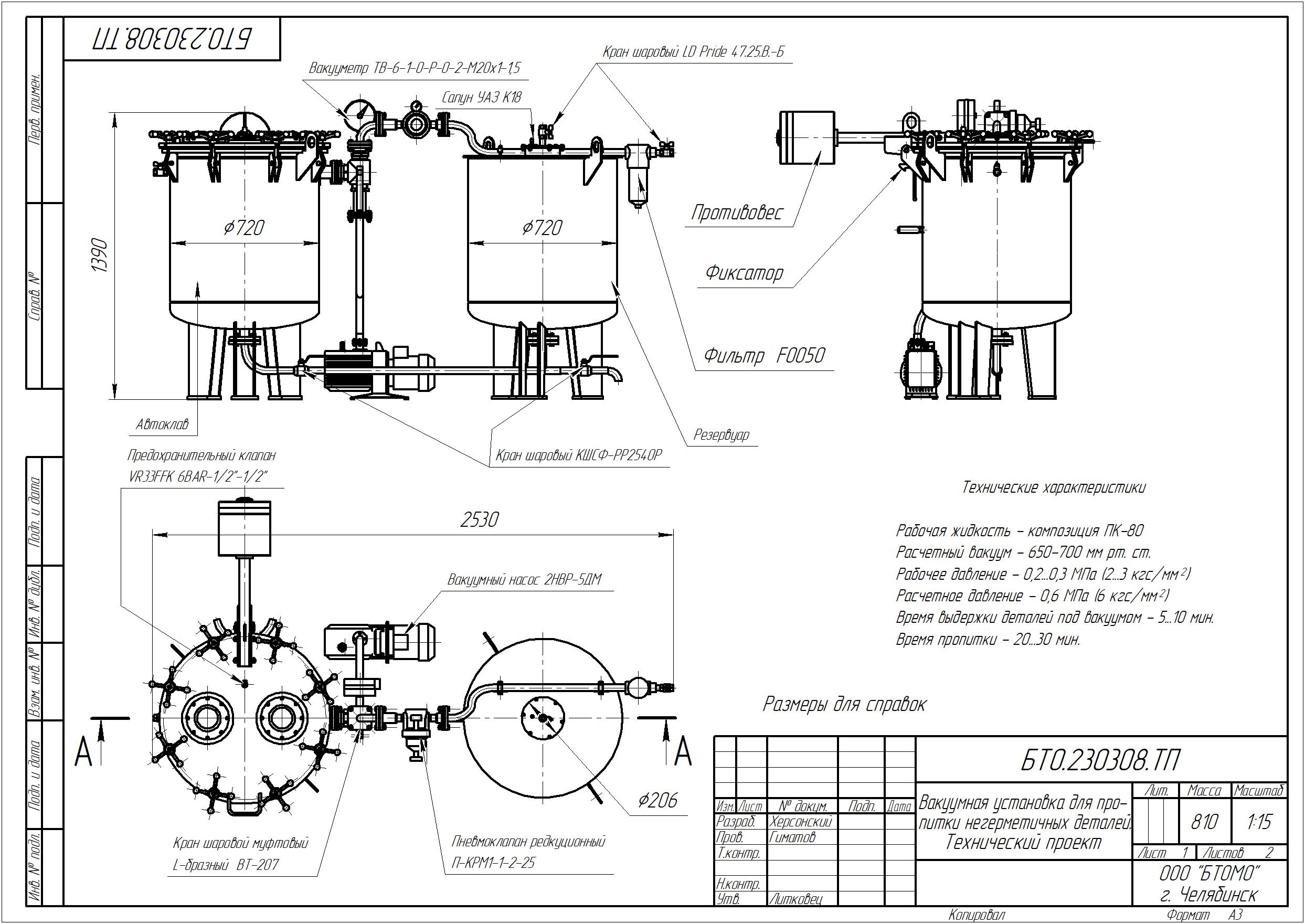
Разработка установки пропитки литых заготовок
Разработка установки пропитки литых заготовок; заказчик АО НПО Электромашина, Госкорпорация «Ростех». Пропитка литья производится с целью герметизации микропор, усадочных раковин и микротрещин по технологии «вакуум-давление» в пропиточной ёмкости - автоклаве. При данной технологии сначала создаётся отрицательное давление для очистки поверхности деталей, а затем избыточное давление для обеспечения высокого качества пропитки. 2024 г.


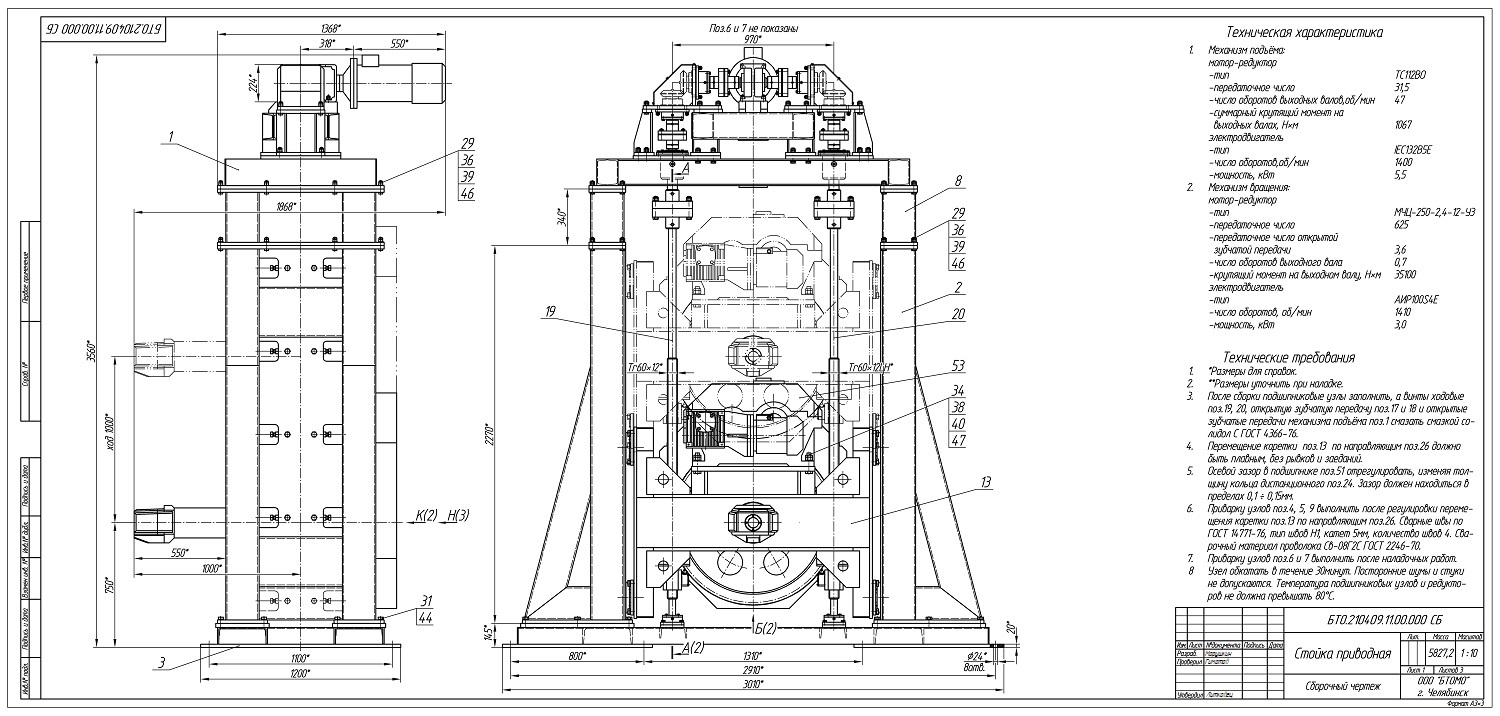
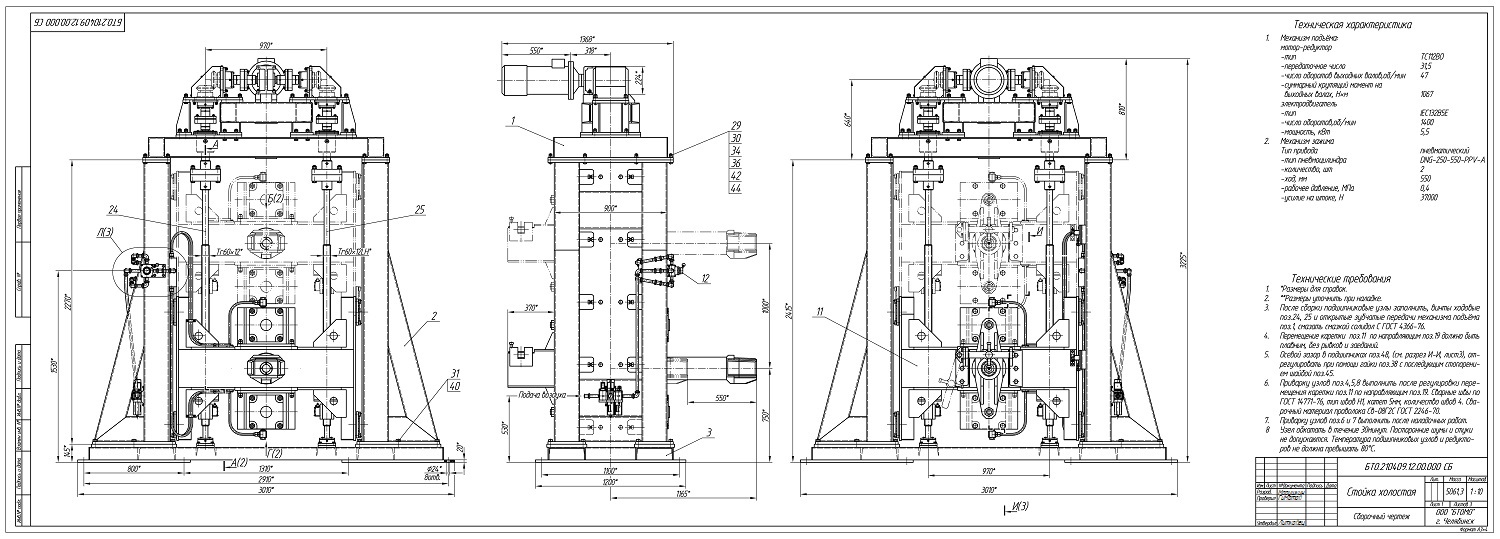
Изготовление приводных станций грузовых конвейеров
Изготовление приводных станций грузовых конвейеров; заказчик АО «Рославльский ВРЗ». Приводная станция грузовых конвейеров предназначена для перемещения железнодорожных вагонов между участками в процессе производства. Станции оснащены автоматическими тормозными системами, исключающими самопроизвольное движение под воздействием большой массы вагонов, и работают в тандеме из 2 штук: прямого хода с тяговым усилием 20 т. и обратного хода с тяговым усилием 10 т. 2023 г.




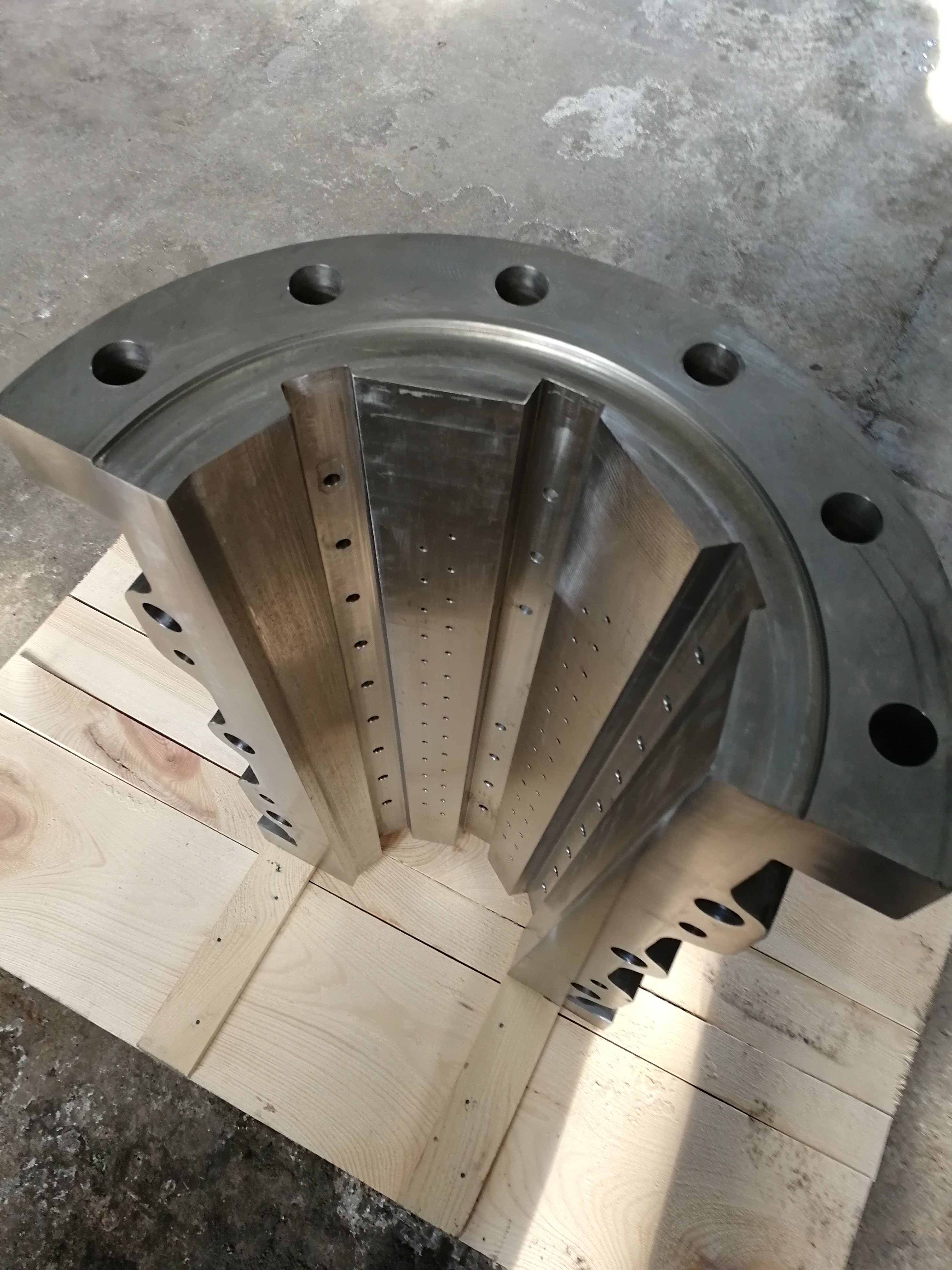
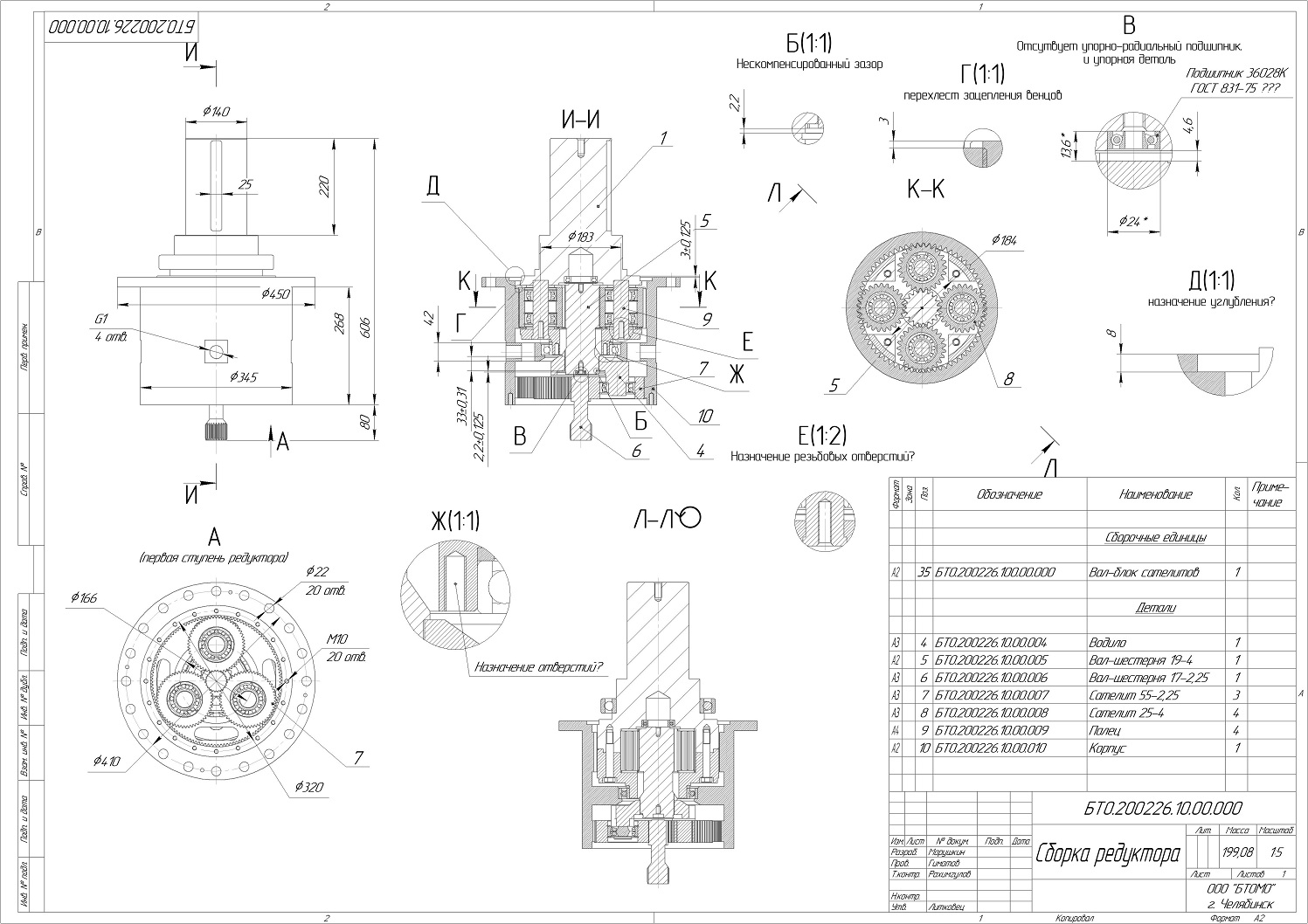
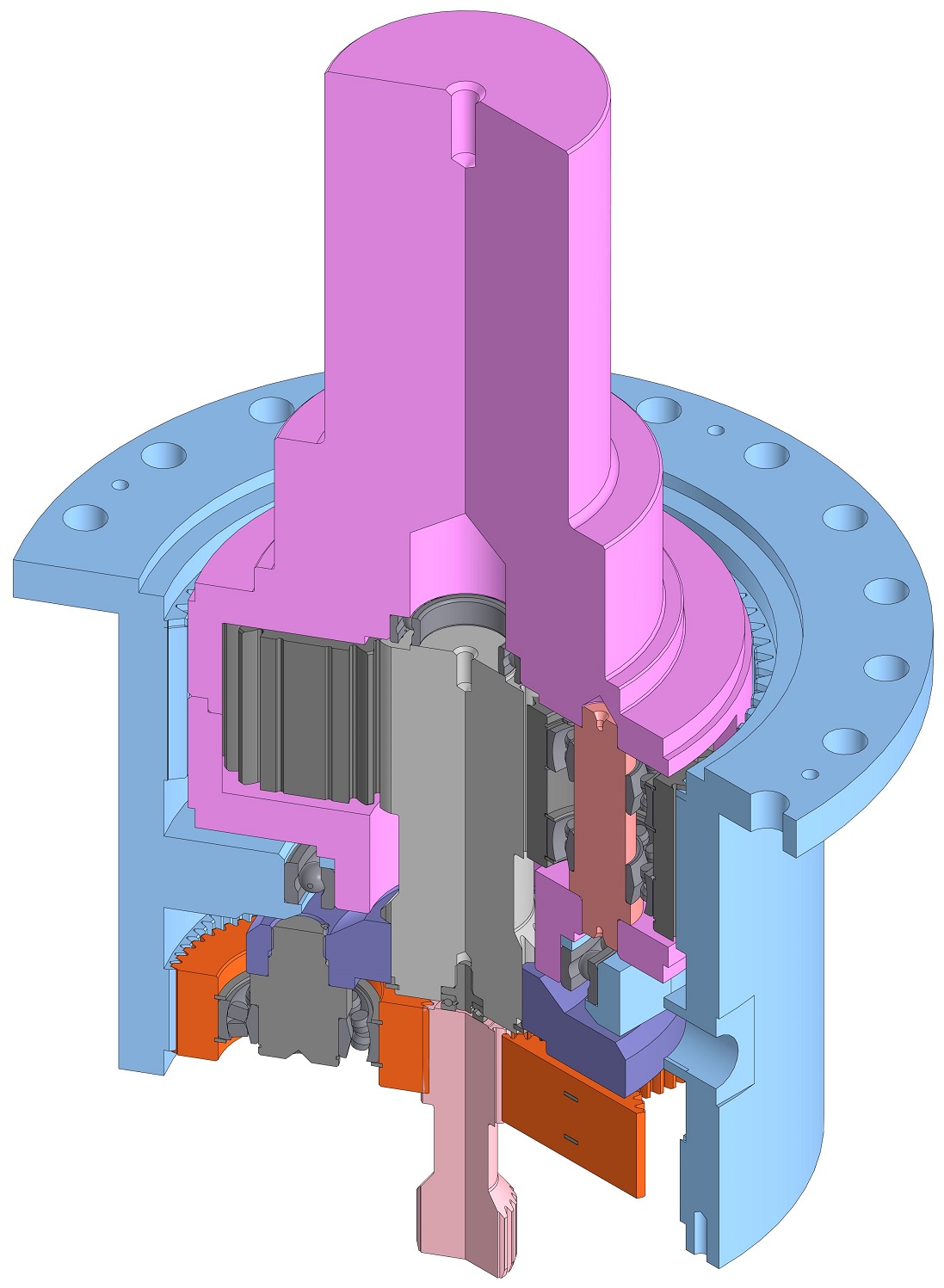
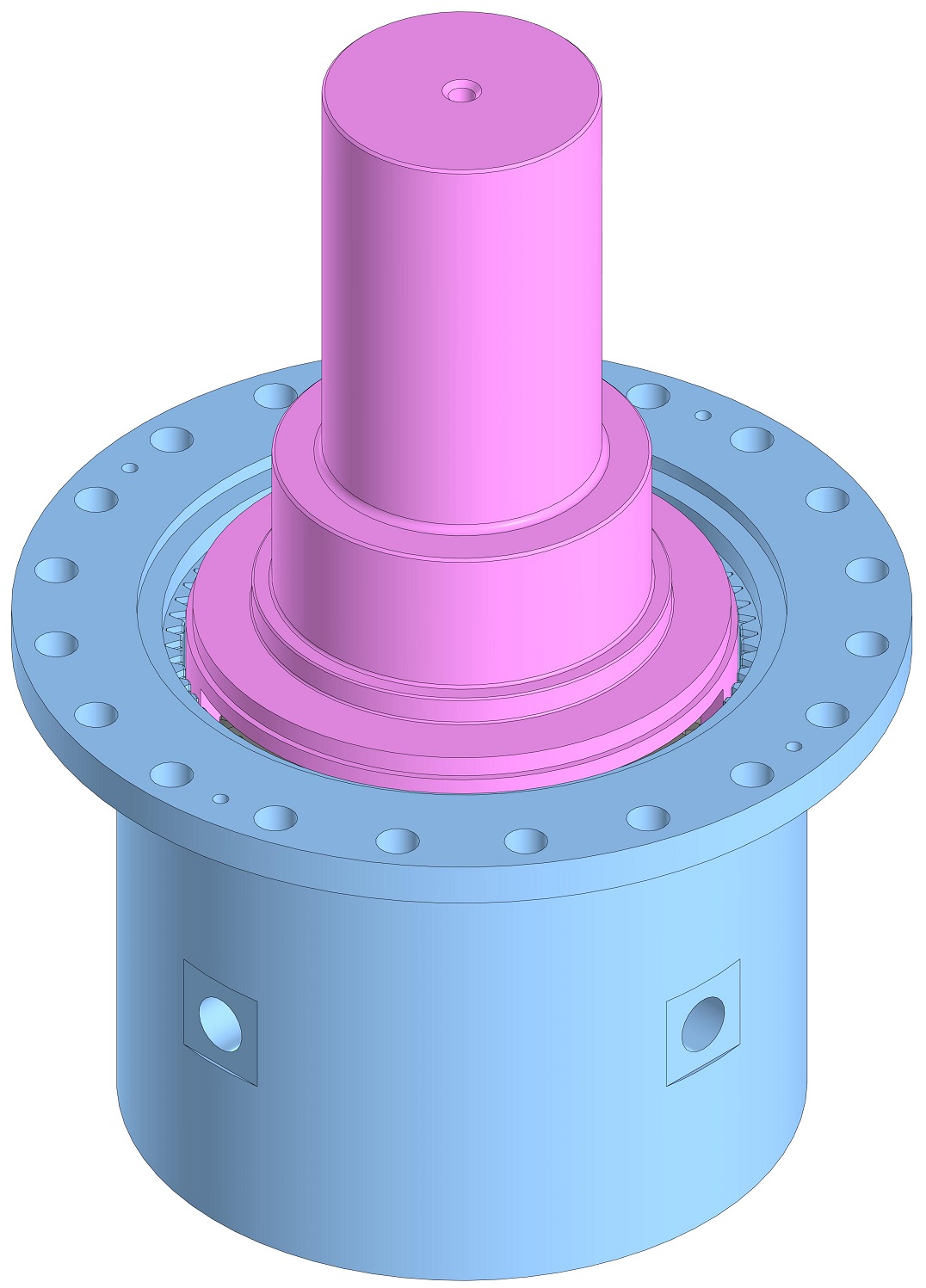
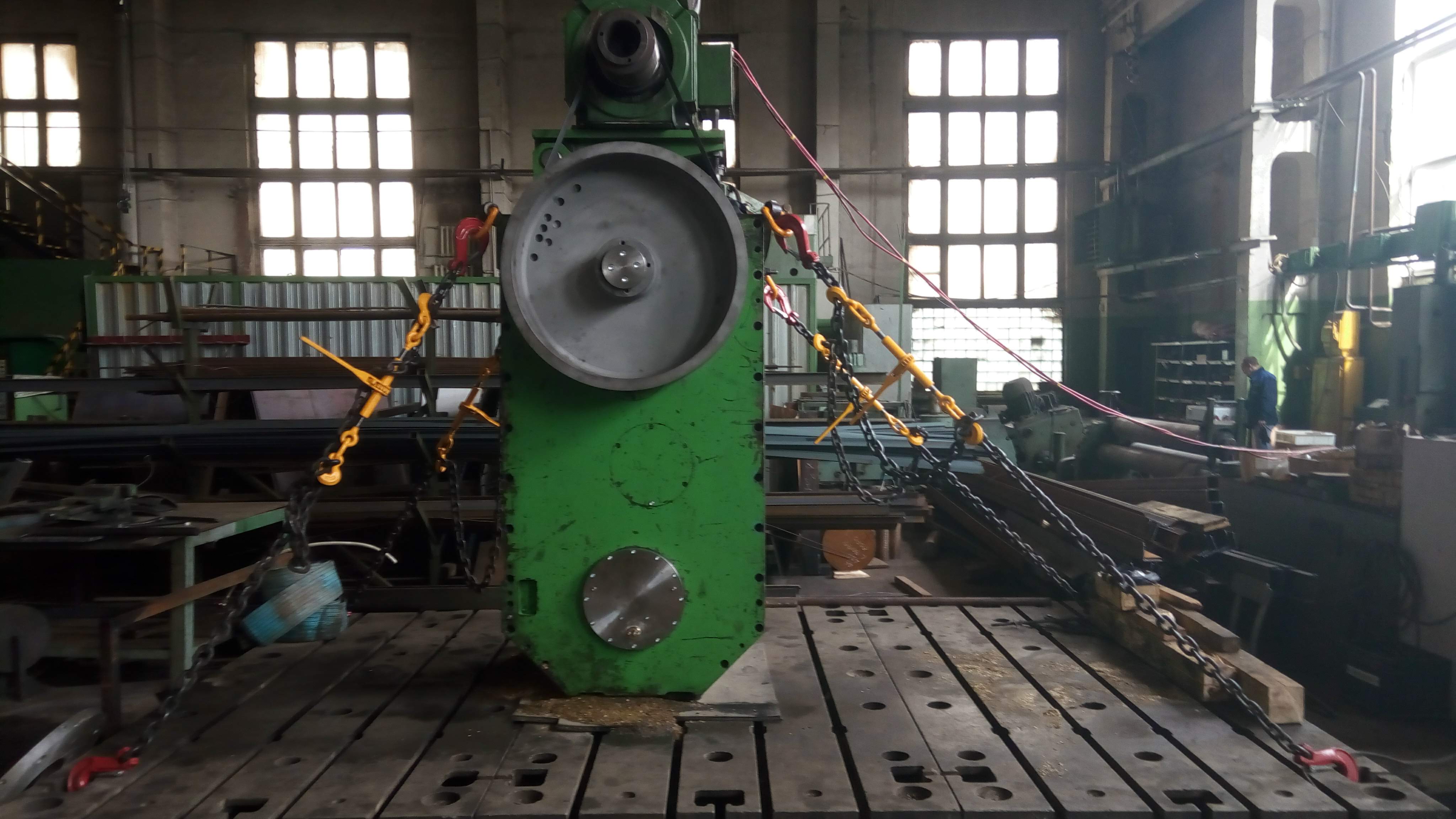
Разработка и изготовление деталей выходной ступени трёхступенчатого планетарного редуктора листогибочной машины HDR 1600
Разработка и изготовление деталей выходной ступени трёхступенчатого планетарного редуктора листогибочной машины HDR 1600; заказчик ООО «ТМК Стальные технологии». Планетарный редуктор является частью привода листогибочной машины, передающей мощность от двигателя к кривошипному механизму машины, выводя усилие на необходимые параметры. Для выполнения работ по восстановлению работоспособности стана был проведен реверс-инжиниринг изношенных деталей. Изготовленный узел прошёл успешную обкатку в составе оборудования. 2023 г.
Видео: детали выходной ступени трёхступенчатого планетарного редуктора листогибочной машины HDR 1600








Изготовление винтов стола охлаждения трубопрокатного агрегата ТПА-140;
Изготовление винтов стола охлаждения трубопрокатного агрегата ТПА-140; заказчик ПАО Синарский трубный завод, ТМК. Восемь винтов предназначены для охлаждения заготовок круглого сечения при их транспортировке между операционными участками. Разность шага винтов должна находиться в пределах 5 мм, чтоб исключить изгиб заготовки, приводящий к браку в изделиях и износу оборудования. 2023 г.





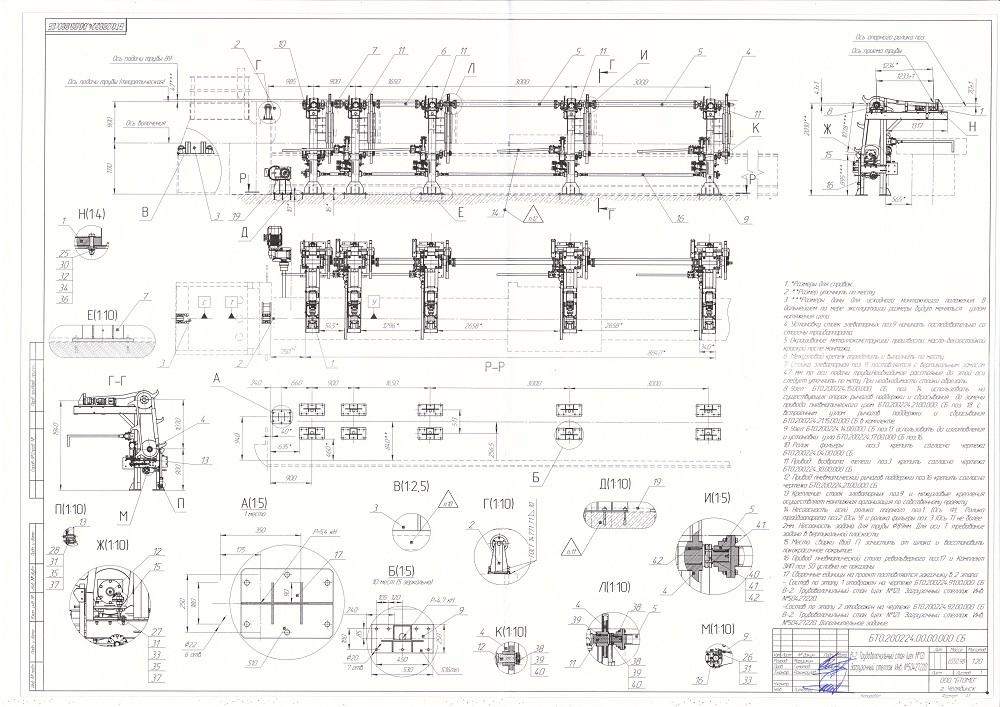
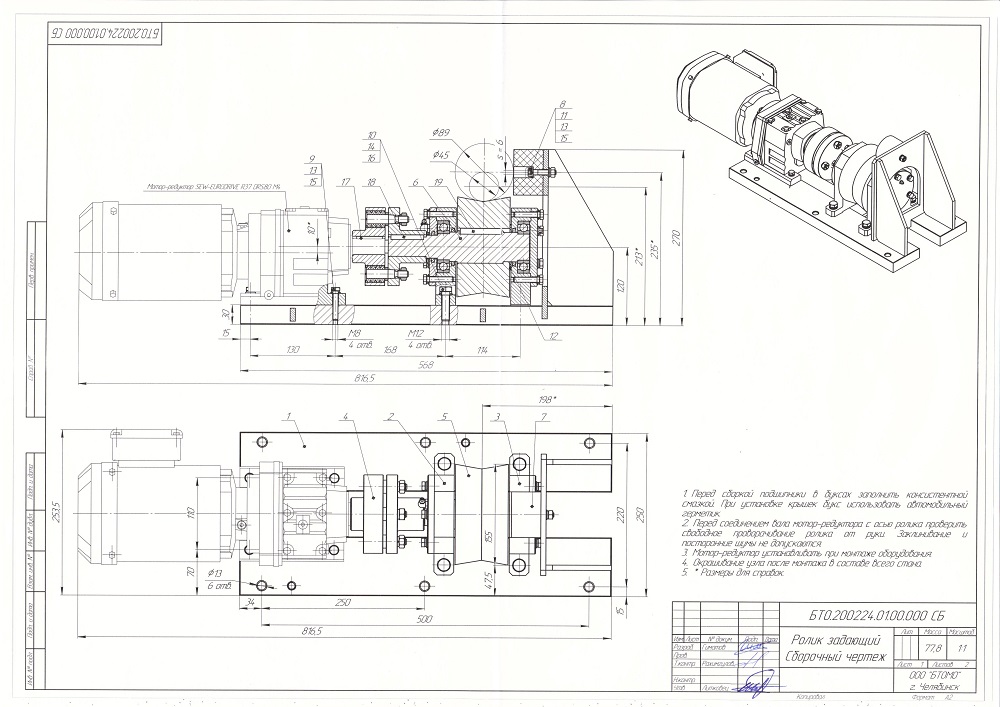
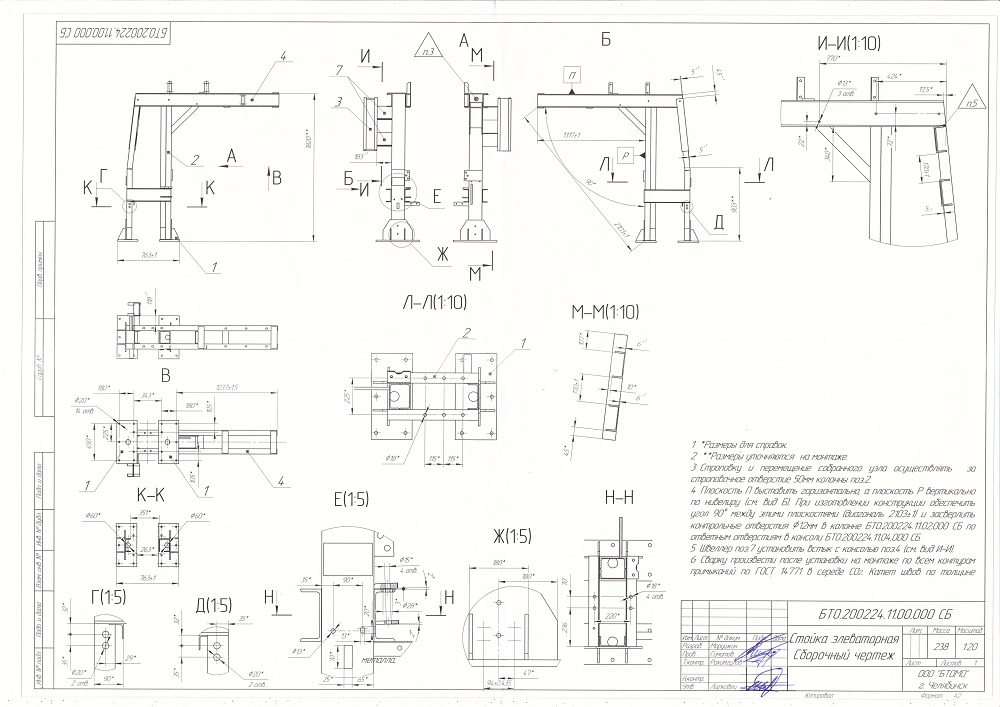
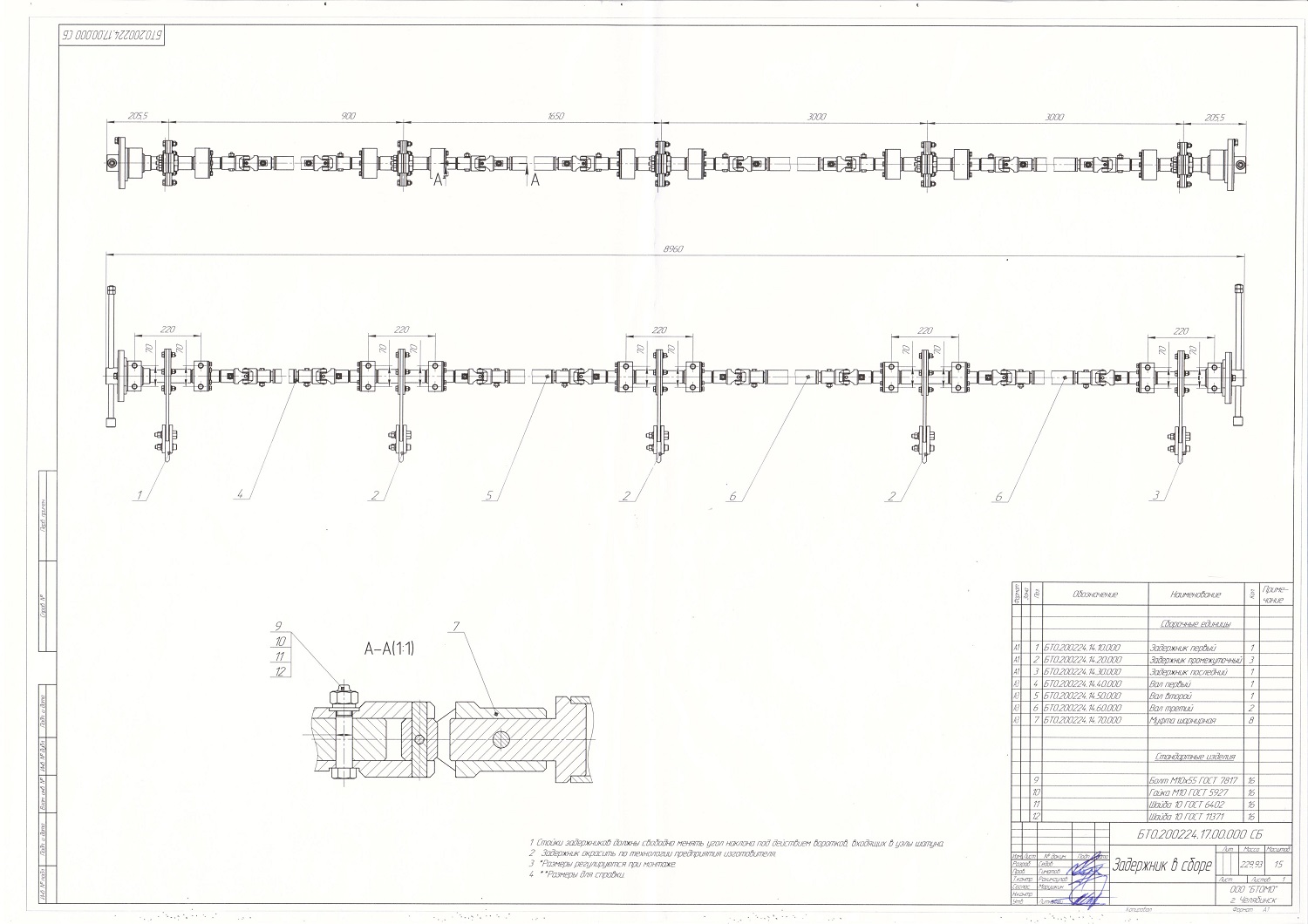
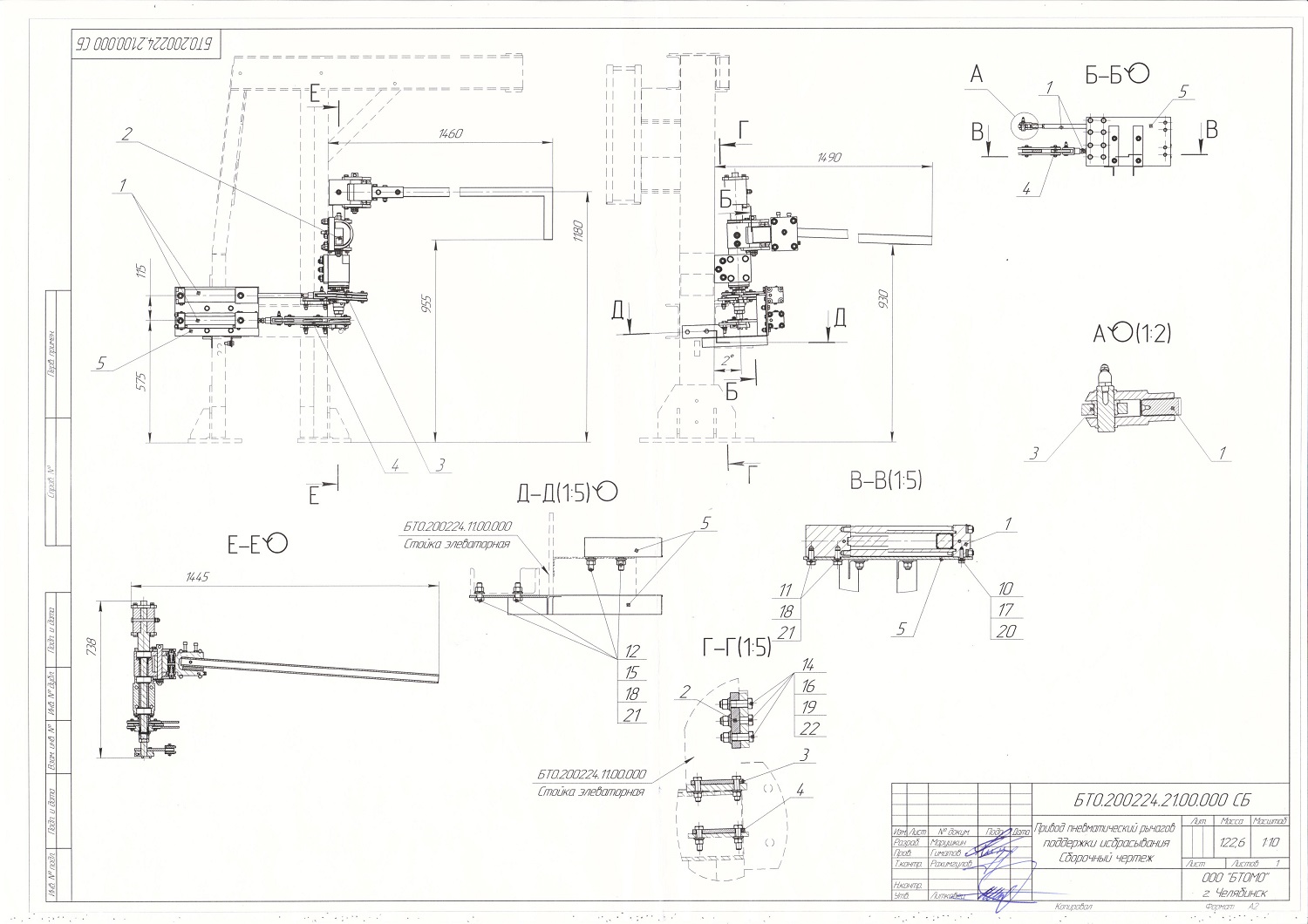
Модернизация трубоволочильного стана револьверного типа фирмы «Шевалье», Франция
Модернизация направлена на возможность применения более короткой заготовки для производства труб, длиной от 2 м (до модернизации минимальная длина равна 4 м). Для этого были заменены подающие ролики: изменена конфигурация, увеличено их количество, осуществлен переход с общего привода на индивидуальный. Также добавлены поддерживающие элементы в зоне рабочего органа стана, изготовлены новые стойки роликов и элеваторных цепей, изменена конструкция рычагов поддержки и сбрасывания с пневмоприводом. Внедрена система защиты стоек от излома в случае заклинивания рычагов в рабочей зоне. Установлена система настраиваемых задержников для правильного захвата элеватором труб различного диаметра. Модернизирован привод возврата рабочего захвата: заменён редуктор, внедрена предохранительная муфта. 2022 г.
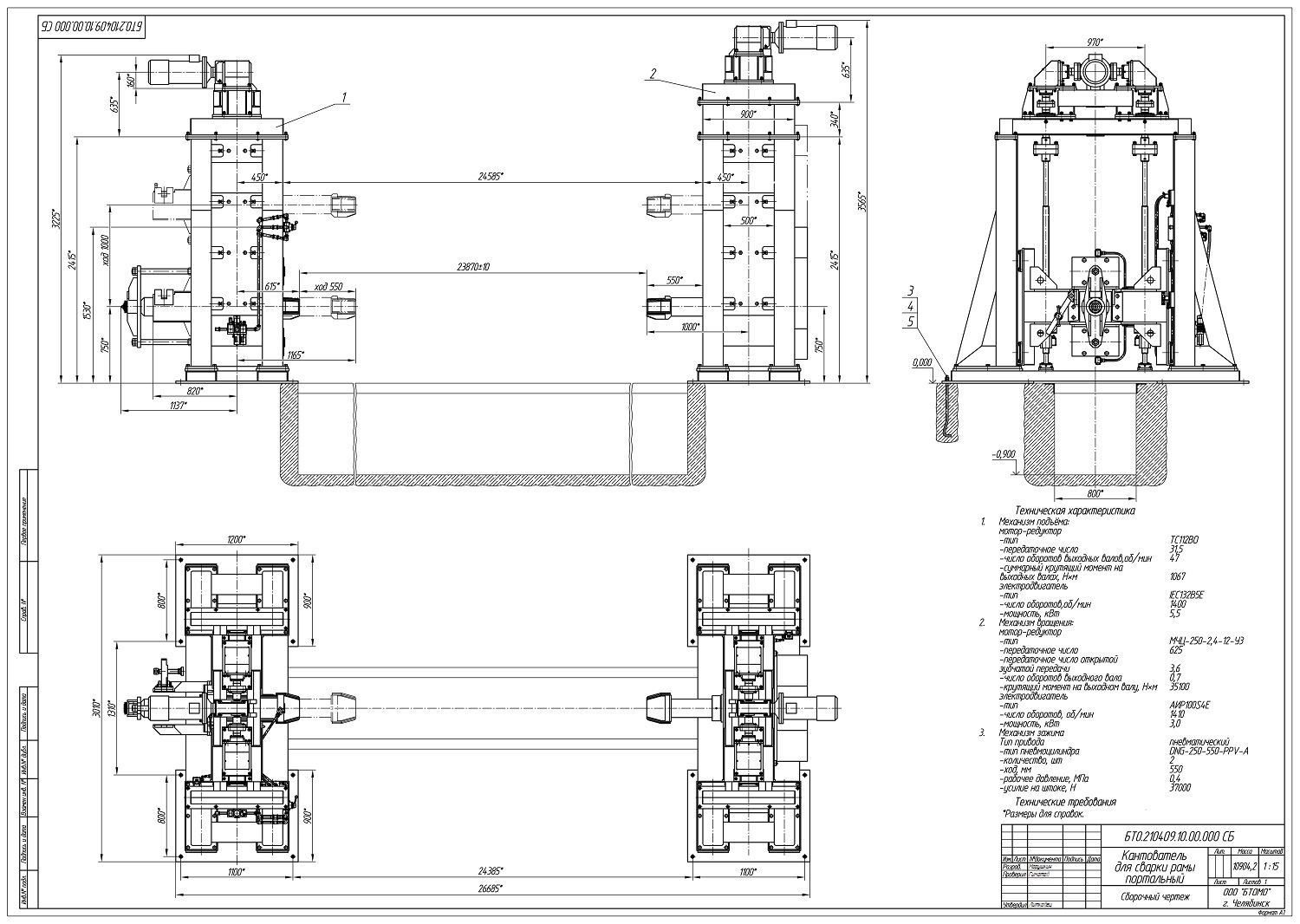
Разработка и изготовление кантователей для сварки рамы железнодорожных вагонов портального типа
Кантователь предназначен для облегчения процесса сварки рам грузовых вагонов. В состав комплекта кантователей входят приводная и холостая стойки. Общая масса оборудования 11 тонн, высота подъёма рамы вагона – 1 метр, грузоподъемность до 20 тонн. В процессе работ также была разработана система управления кантователем и установлен пневмопривод зажима рамы. 2022 г.



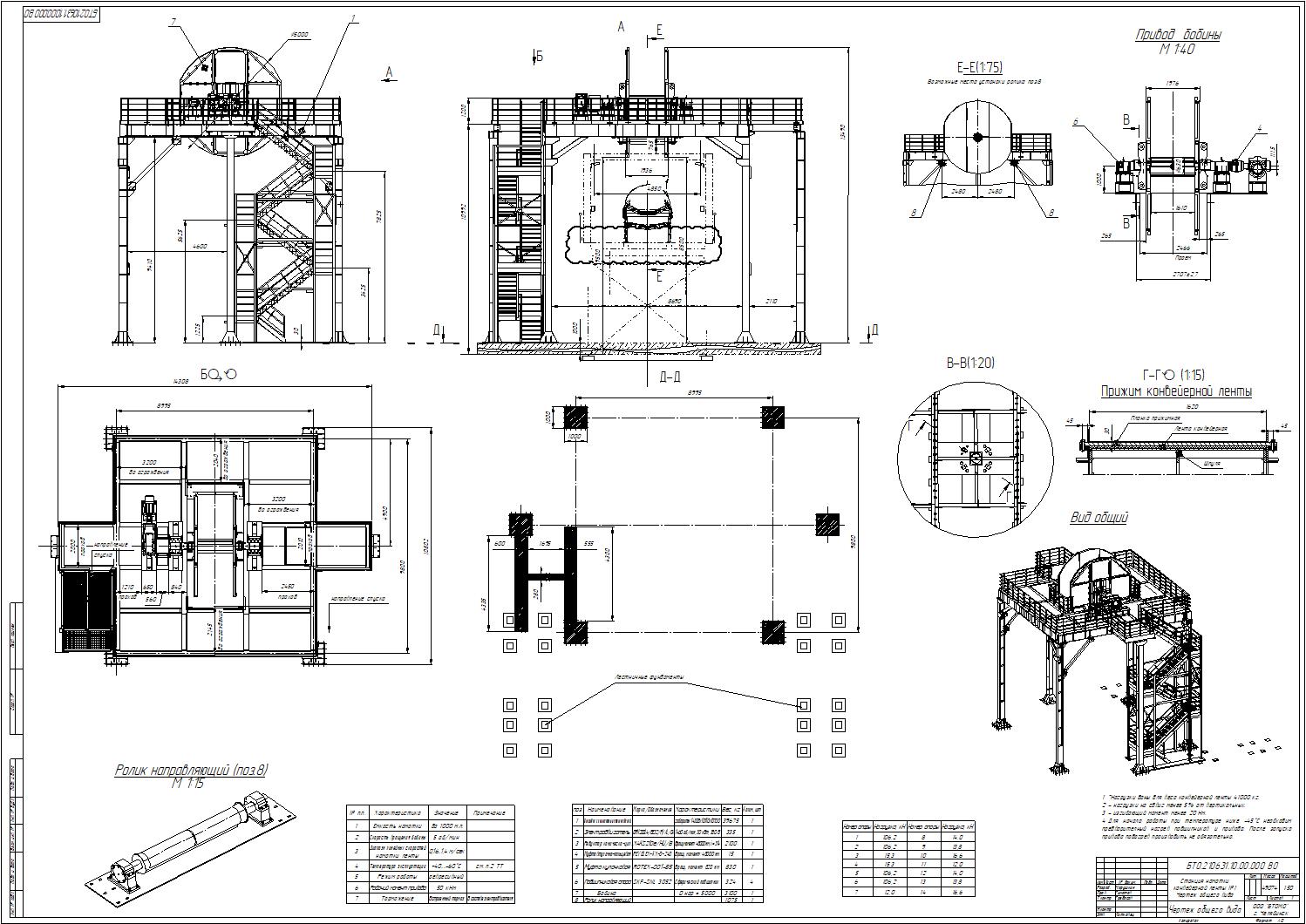
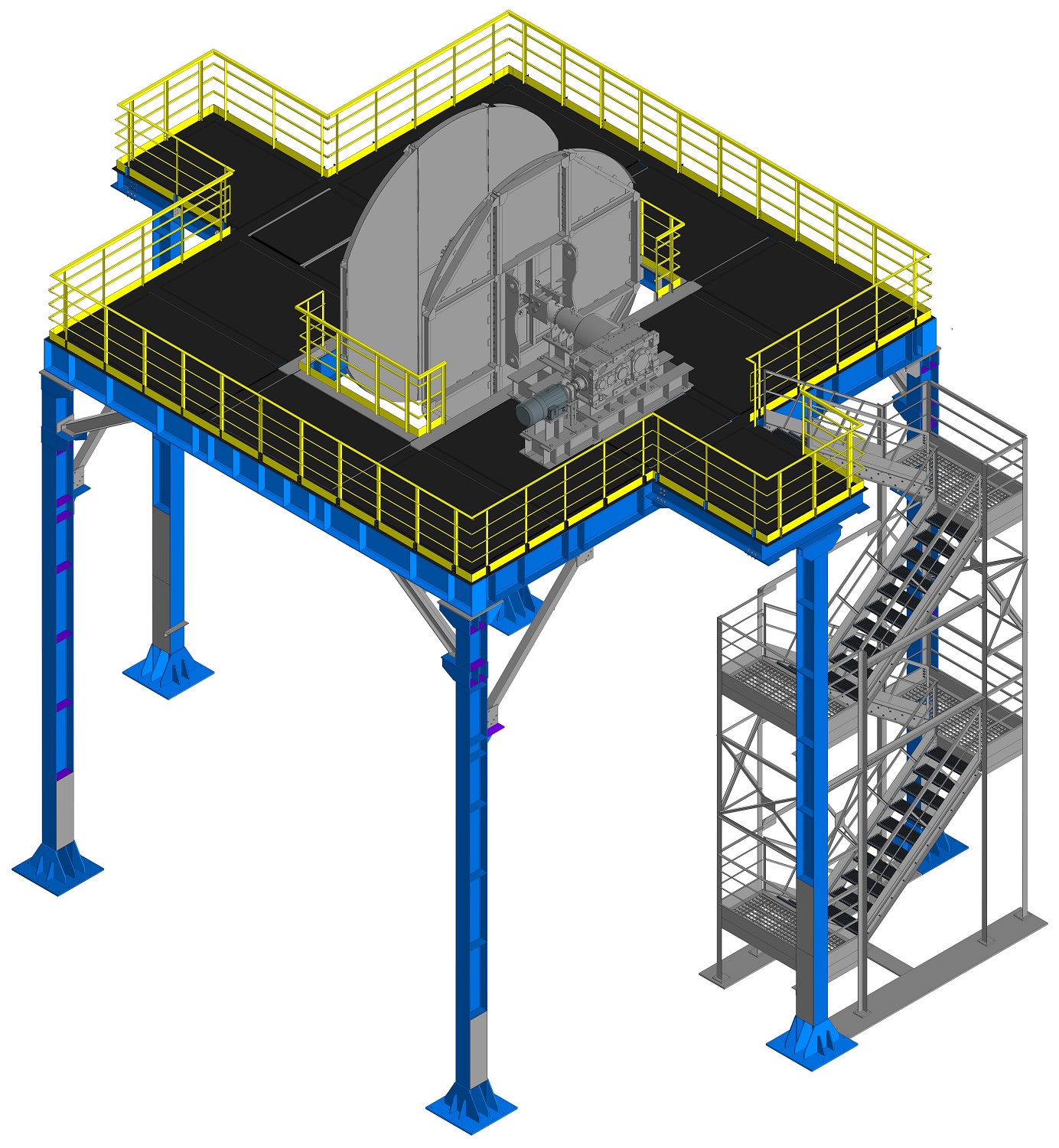
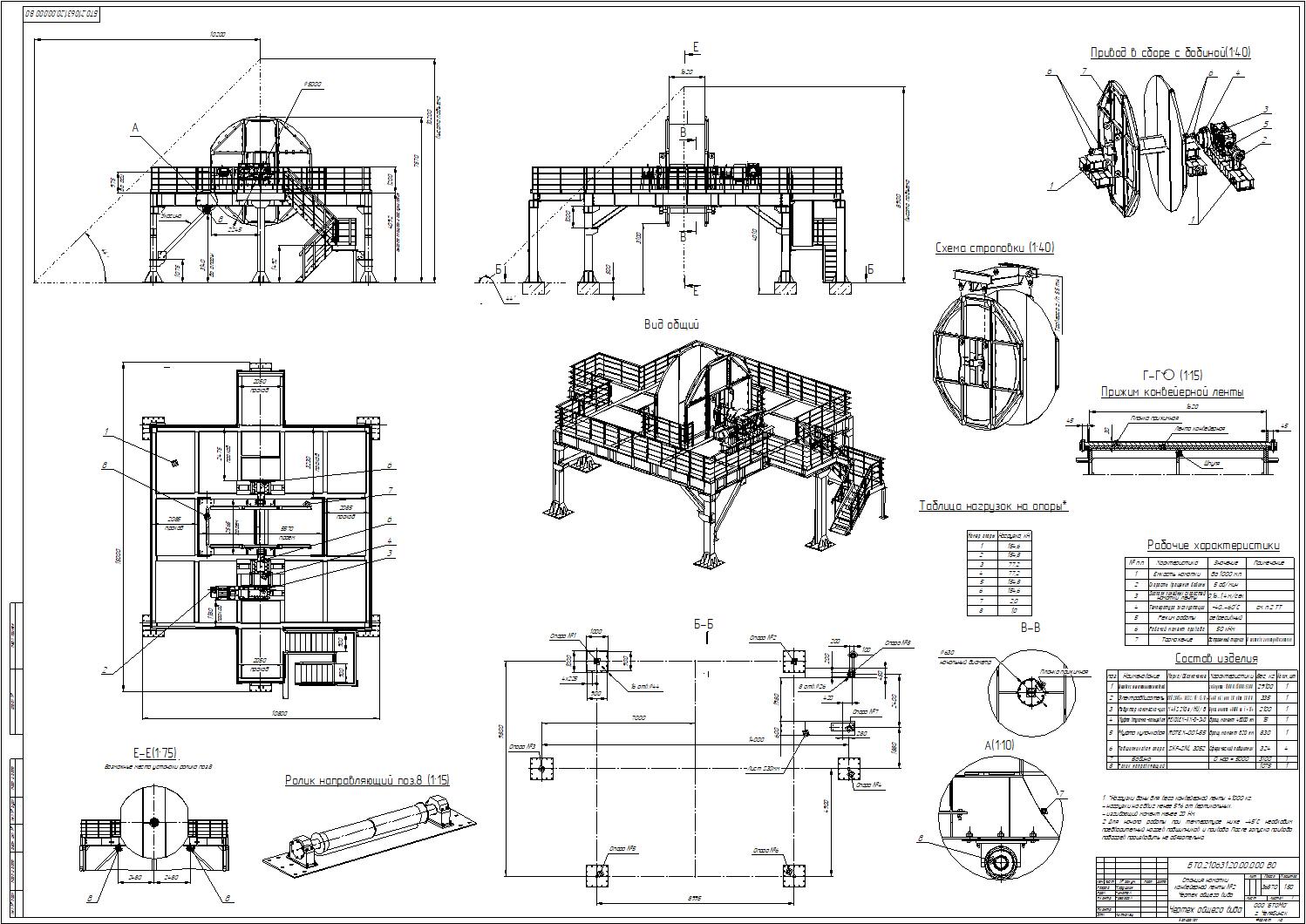
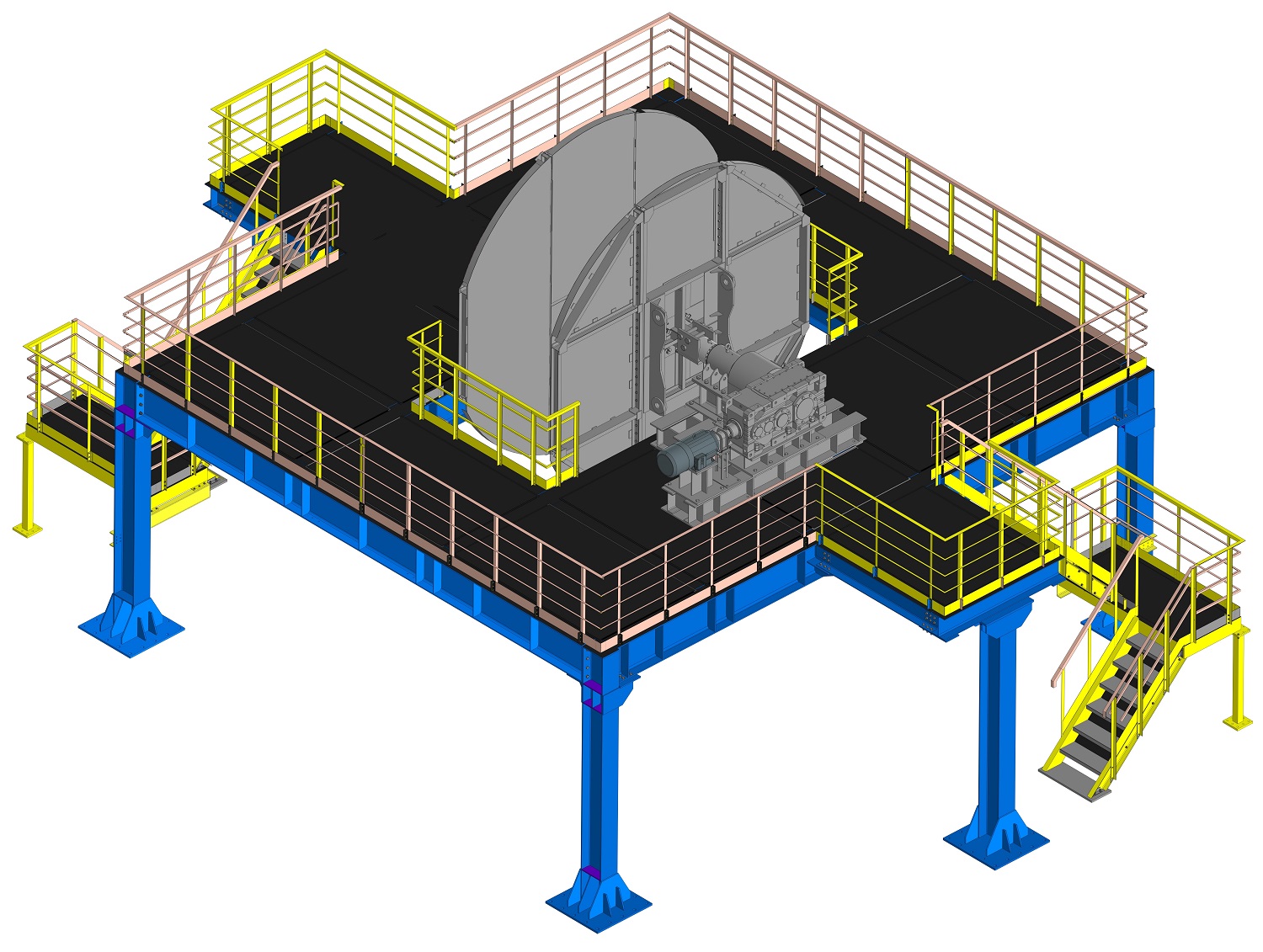
Проектирование станции намотки конвейерной ленты с площадкой обслуживания, устанавливаемой над галереей конвейера
Станция предназначена для ускорения процесса замены ленты на конвейерах большой протяженности – ориентировочно до 3 км. Барабан диаметром 5 метров рассчитан на намотку до 800 погонных метров изношенной ленты весом более 40 т в зоне холодного климата, диапазон рабочих температур от -60 до +40оС. Общая масса оборудования 120 тонн, максимальная высота зоны обслуживания 12 метров. 2022 г.
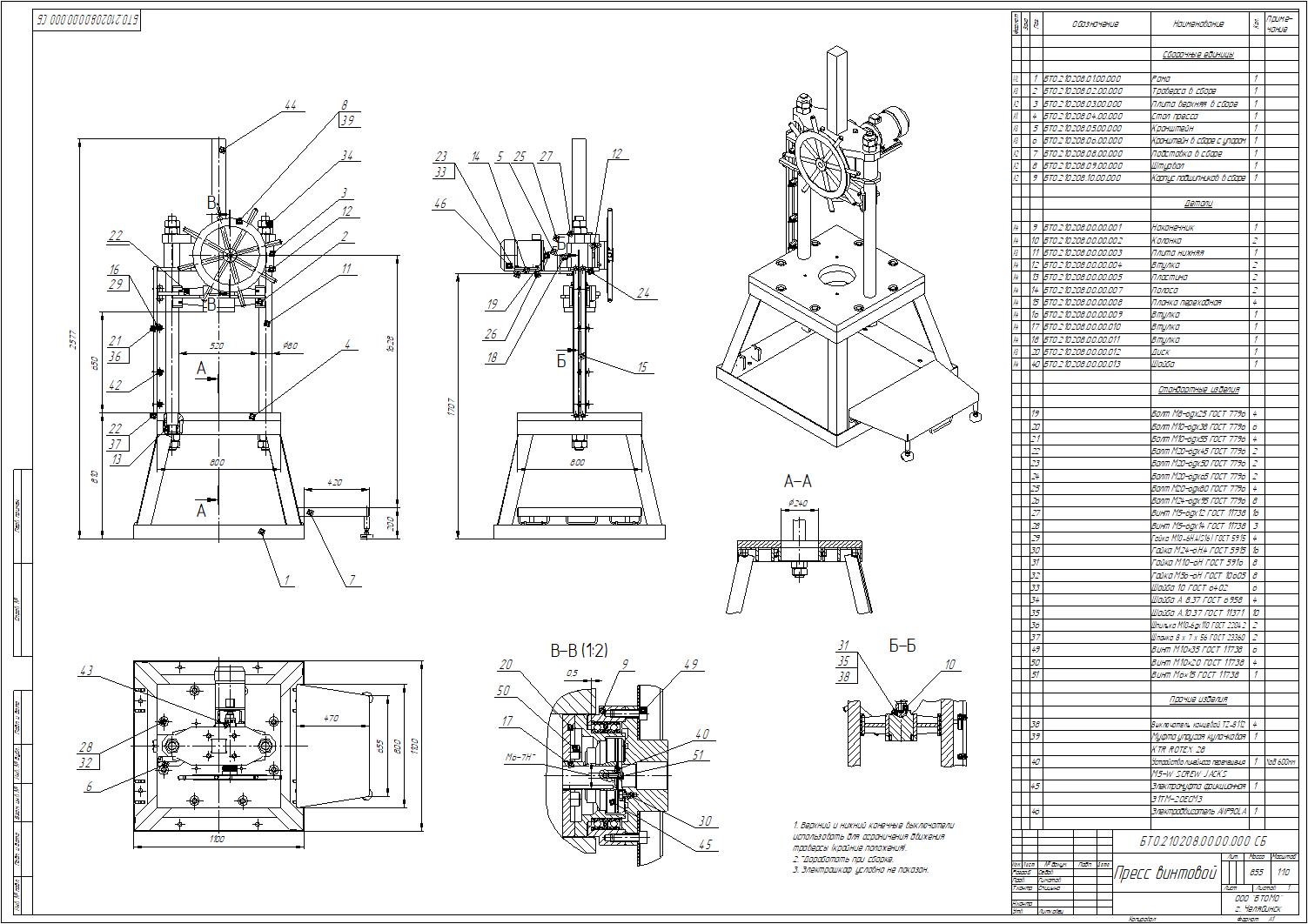
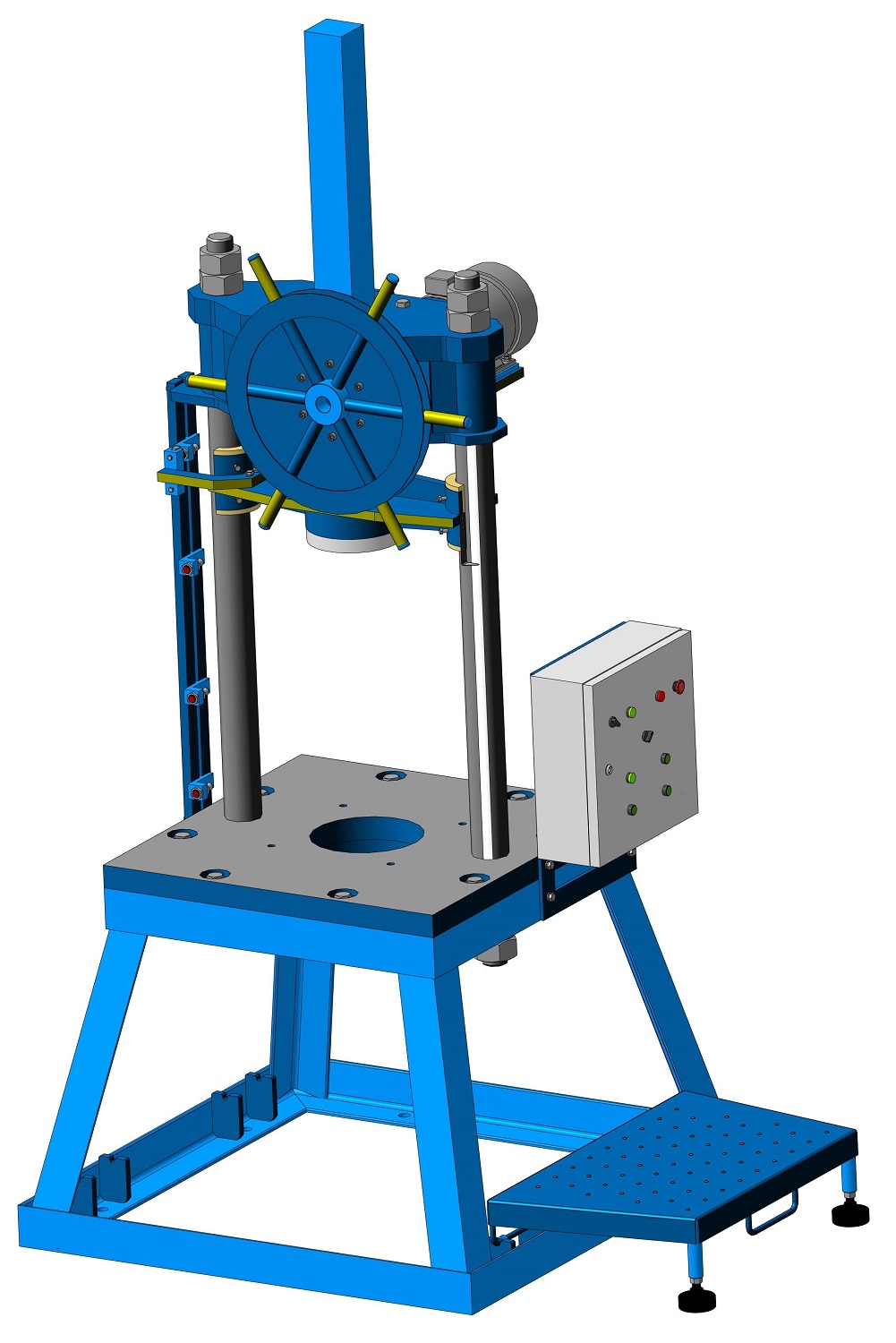
Проектирование и изготовление пресса винтового специального с электромеханическим приводом
Данный пресс предназначен для монтажно-запрессовочных работ на производственных участках по сборке электротехнической продукции. Особенностью конструкции пресса является винтовой тип исполнительного органа. Пресс позволяет установить изделия разных габаритов, плавно регулировать перемещение ползуна пресса, с помощью программы задавать параметры рабочего хода прессующего элемента. Это создает возможность работы с разными изделиями по ширине, высоте, подбирая нужную степень усилия воздействия пресса. Рабочее усилие до 5 тонн, ход – 600 мм. Габаритные размеры: 1100х1200х2600 мм, вес 980 кг. 2022 г.


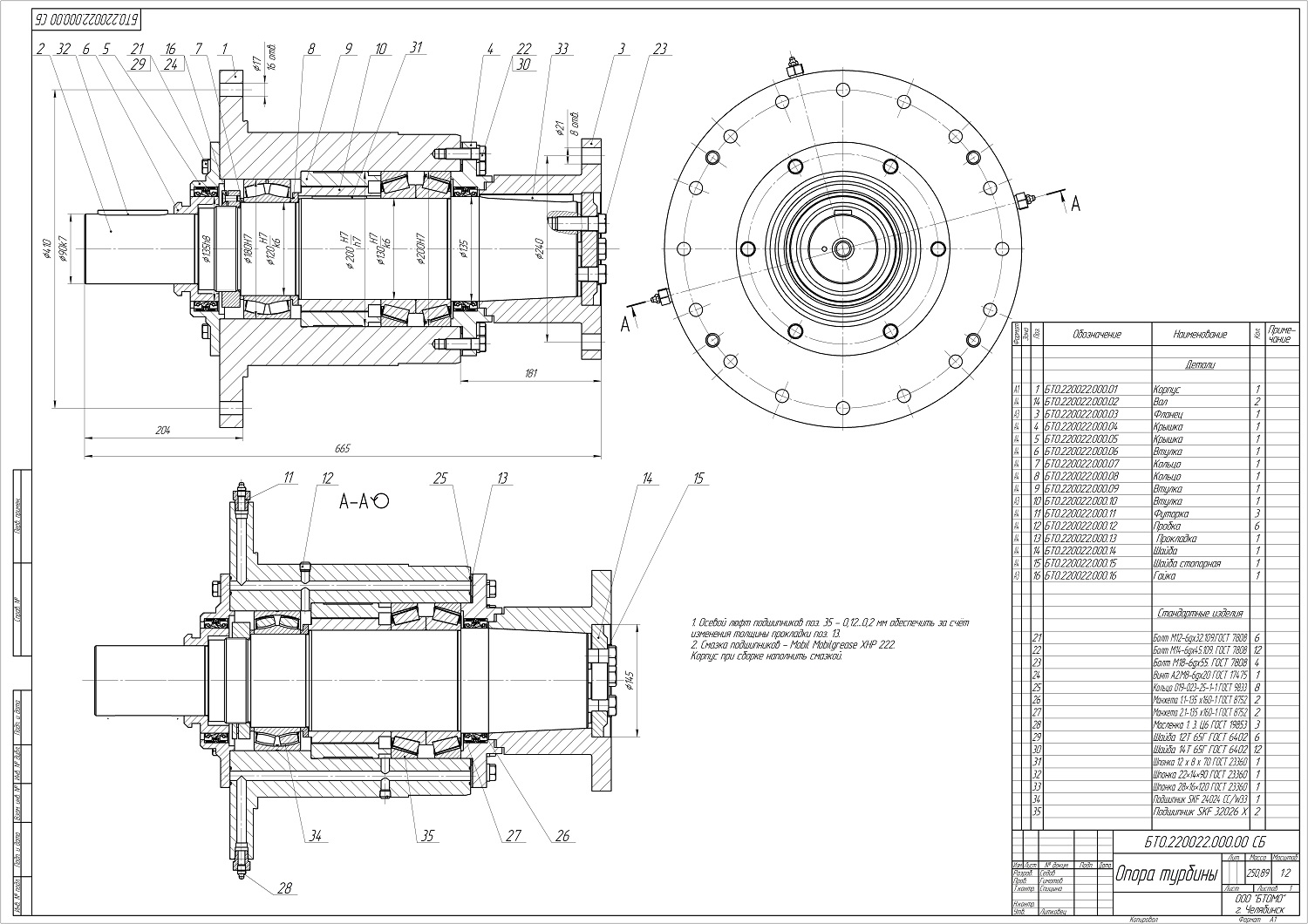
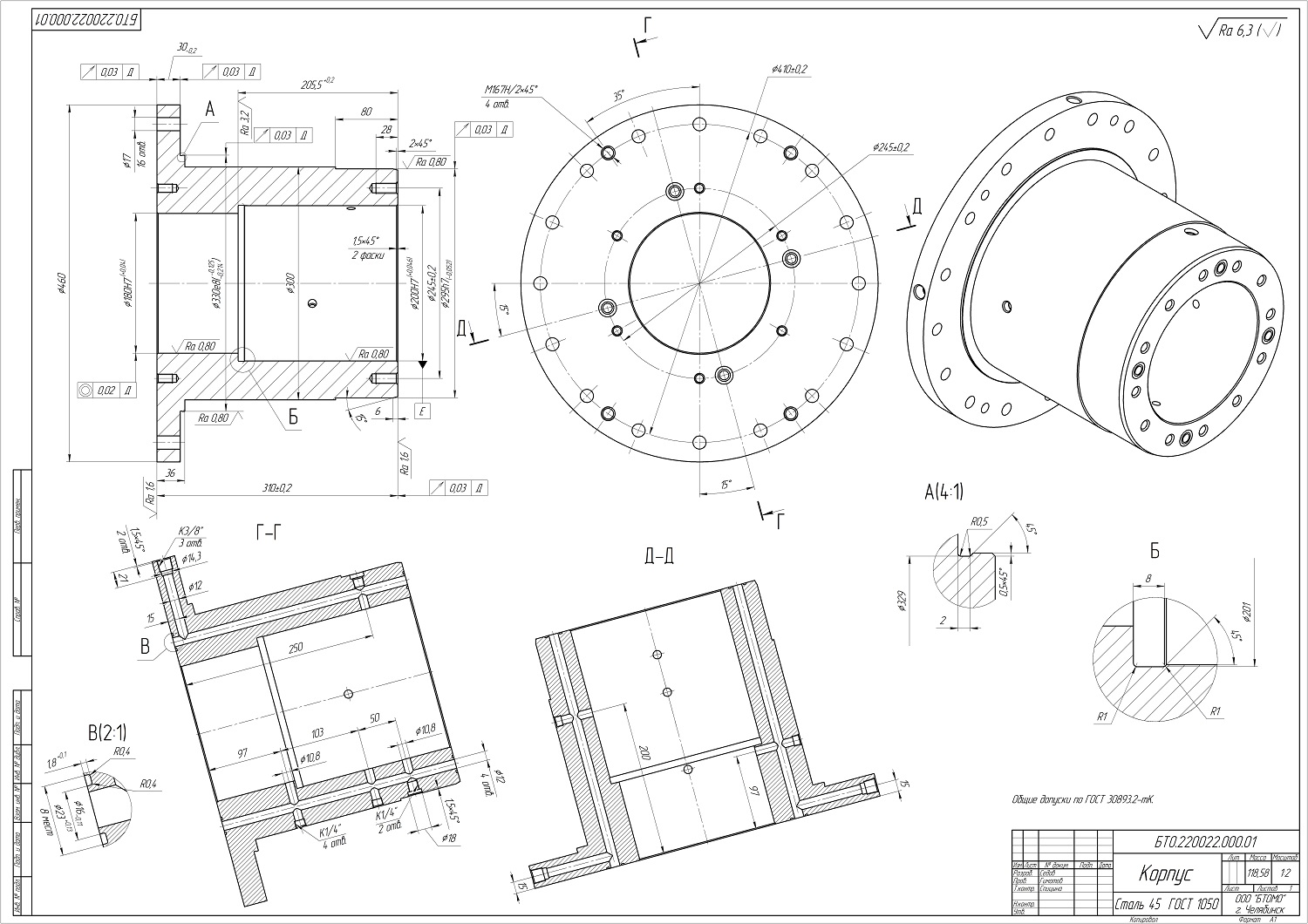
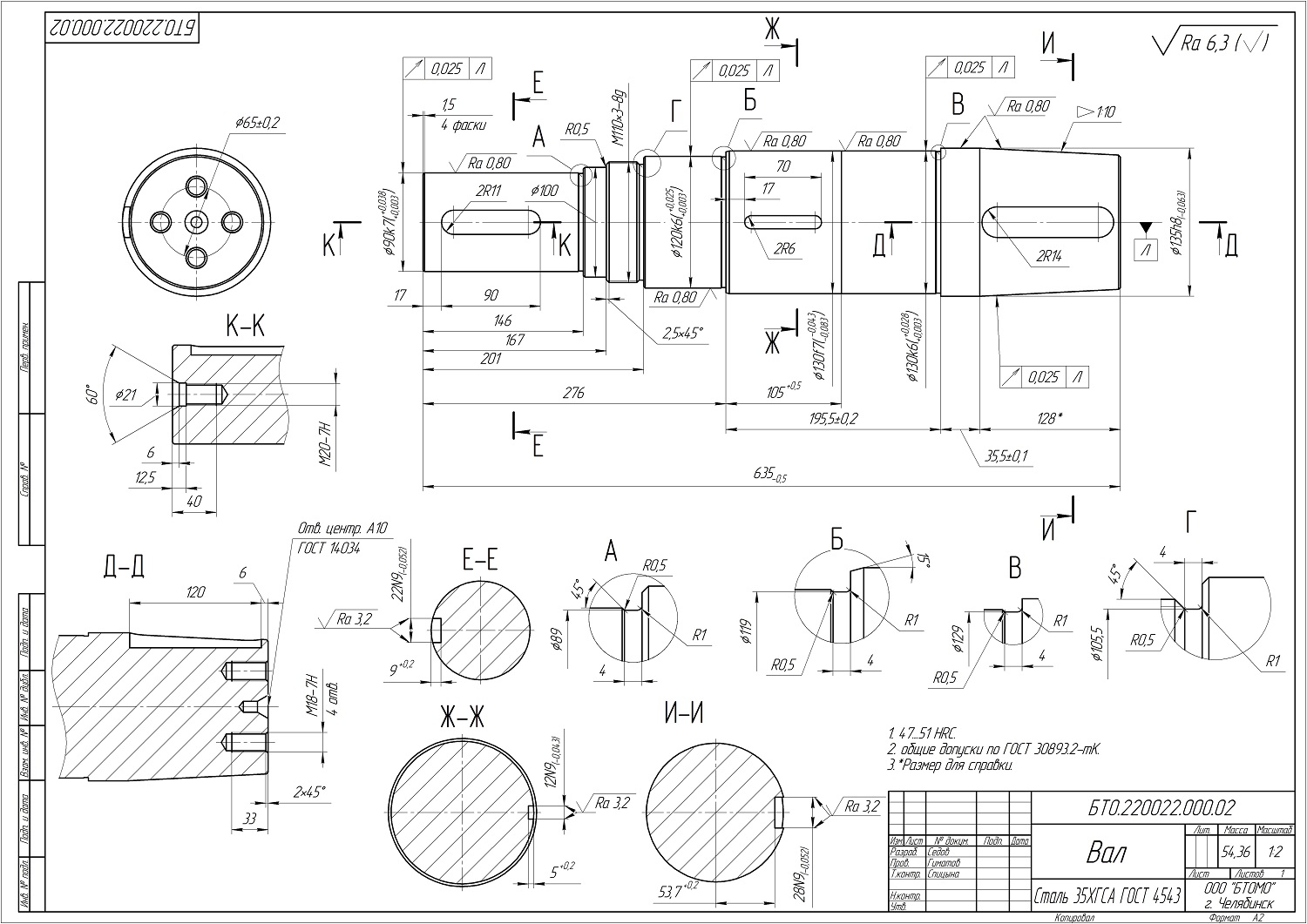
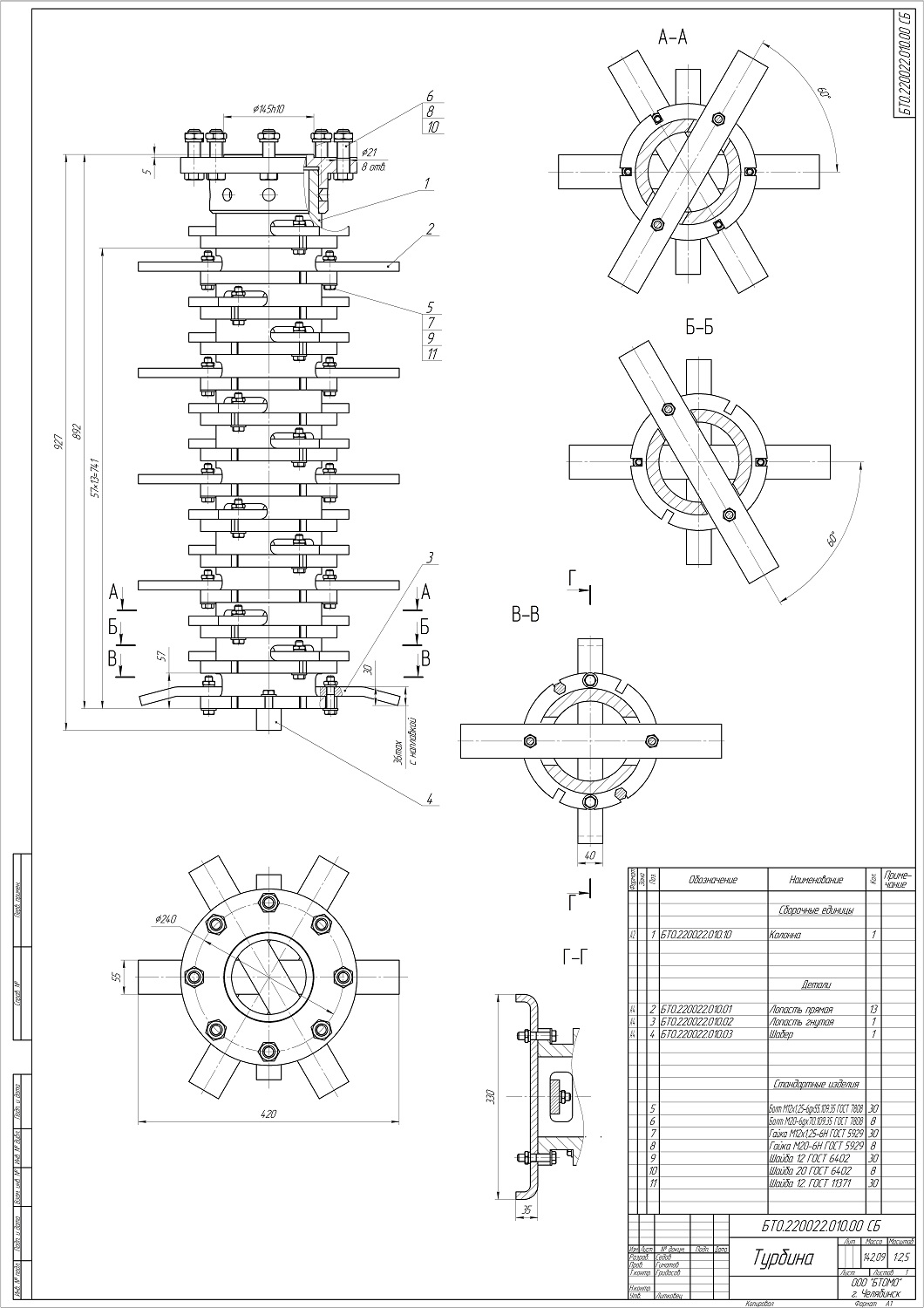
Проектирование рабочих турбин с опорами турбинного смесителя для приготовления формовочной смеси
Высокоскоростной турбинный смеситель предназначен для приготовления формовочной смеси практически любой прочности. В данном проекте произведен реинжиниринг рабочего органа смесителя по предоставленным образцам немецкого производства. 2022 г.
Модернизация поворотных столов обжимного комплекса прокатного стана
Целью модернизации являлось устранение недостатков существующей конструкции с последующим её усилением – фактически разработка и изготовление нового механизма. Поворотные столы служат средством доставки заготовки с температурой 1250°С от печи до обжимного стана и последующей передачи полученной заготовки в прошивной стан. В рамках проекта была осуществлена также строительная часть – фундаментные работы, непосредственное изготовление и монтаж оборудования, подключение к существующим инженерным коммуникациям (гидропривод, электрическая часть, АСУТП). Данные работы проведены в планируемые сроки в рамках капитального ремонта трубопрокатного стана основного производства. 2021 г.





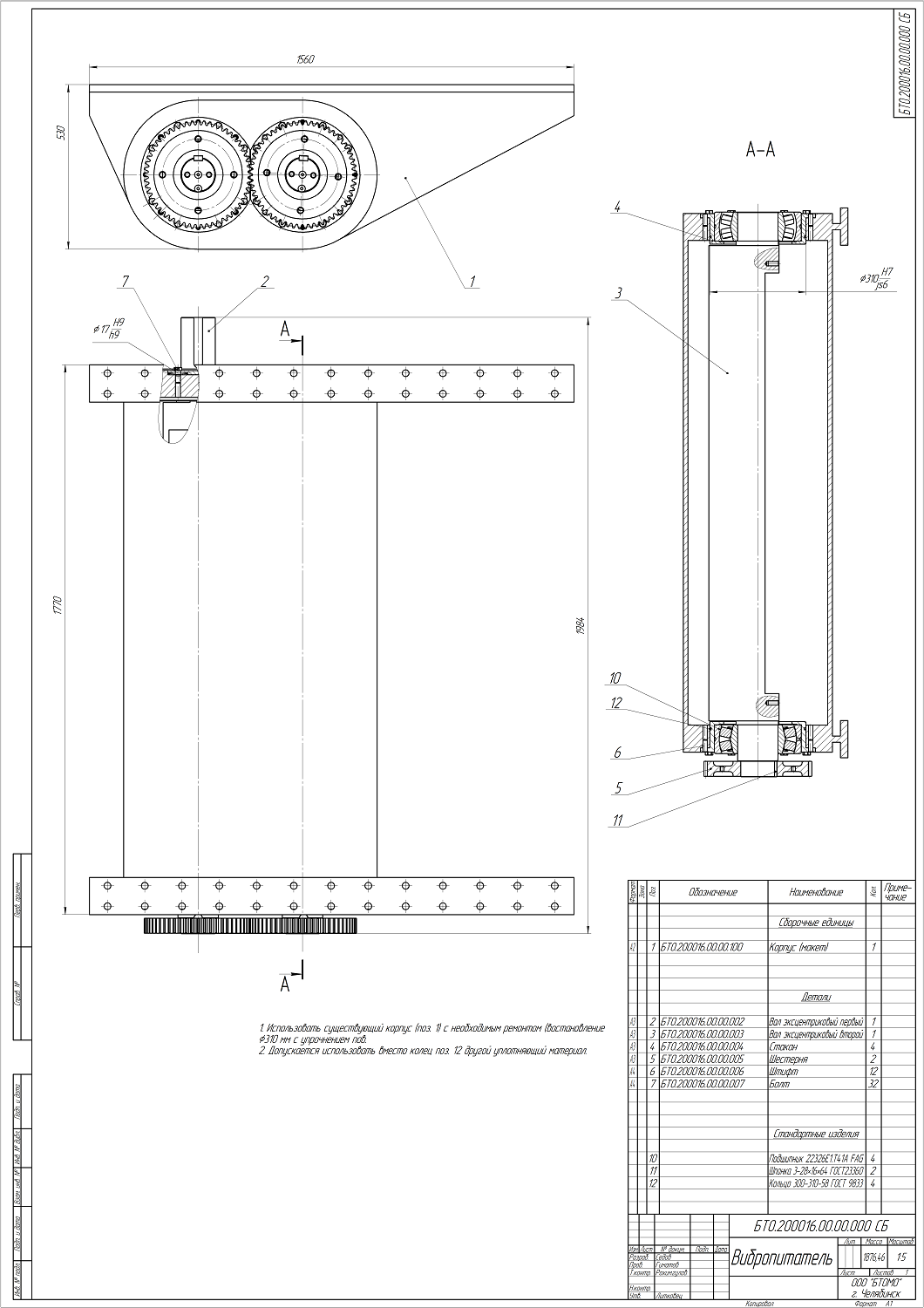
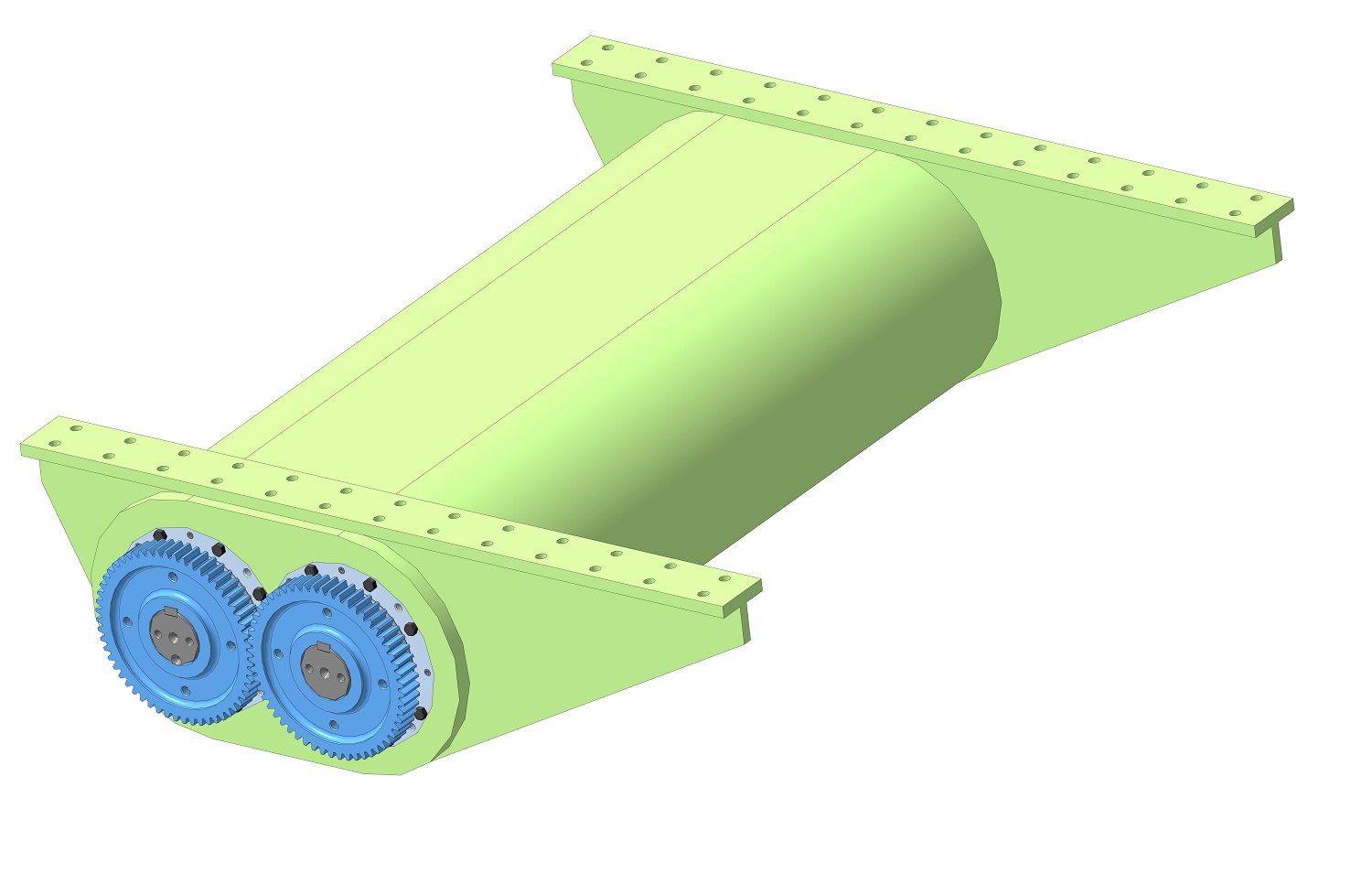
Проектирование и изготовление отечественного аналога виброблока вибрационного питателя FSL-16-8/4 фирмы Metso Minerals, Финляндия
Вибрационный питатель предназначен для транспортировки кусковых и сыпучих материалов от приемного бункера к устройствам дробления. Особенностью данного проекта является обеспечение увеличения производительности питателя до 1000 тонн/час. Выполнение данного требования потребовало также корректировки конструкции оригинальных эксцентриковых валов. Технические параметры: диапазон рабочих оборотов валов 450…900 мин-1, размер куска питания (бутовый камень) 0…750 мм, масса вибропитателя 1876 кг. Режим работы круглосуточный, температурный интервал от -40 до +40 оC. 2021 г.
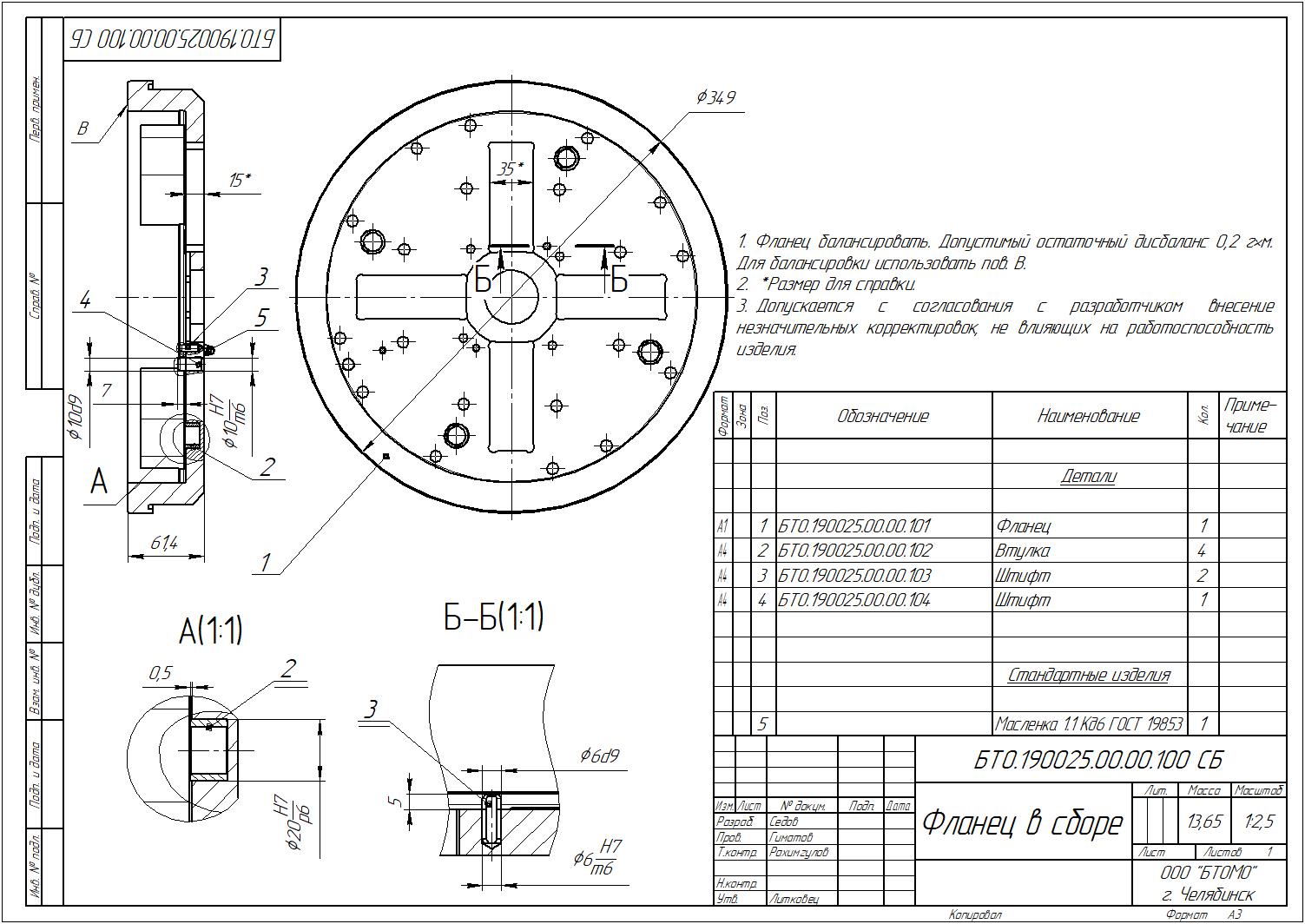
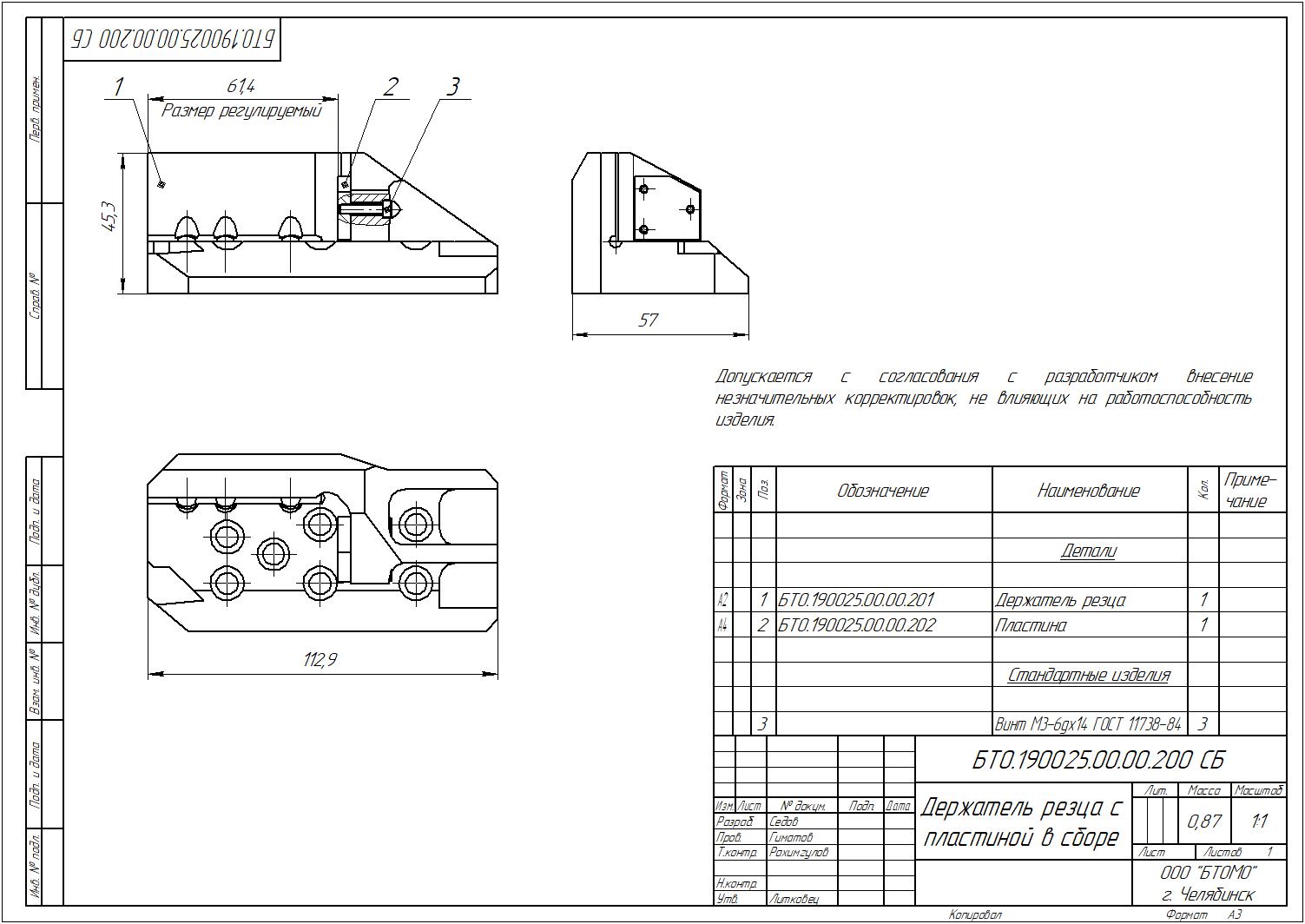
Проектирование и изготовление отечественного аналога узла радиальной группы машины обточки прутков PL-40 фирмы «DANIELI», Италия
Узел (резцовая головка) предназначен для бесцентровой обточки круглых прутков четырьмя вращающимися резцами. Максимальный диаметр обработки 40 мм, поле допуска до 7 квалитета, обороты 5000 мин-1. 2021 г.
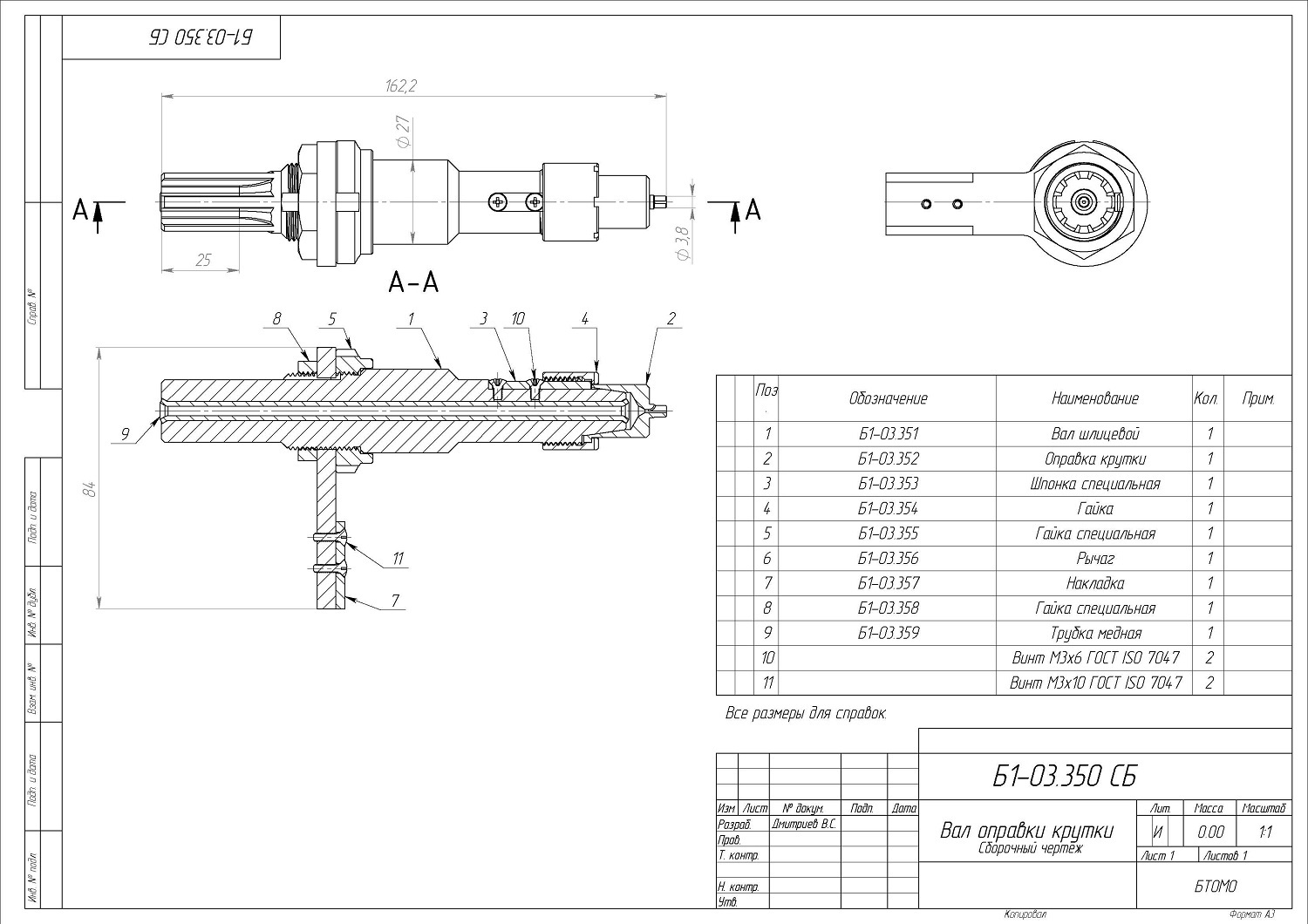
Модернизация автомата крутки тёрок М24-13
Автомат предназначен для выпуска изделий специального назначения. Модернизация данного оборудования была направлена на замену устаревшей системы управления с копировальным приводом на современный программируемый сервопривод. В процессе работы по данному проекту был изучен технологический процесс производства специзделия, внесены изменения в конструктив оборудования и от старой конструкции станка осталась только рама, была произведена замена всех функциональных и управляющих элементов. 2021 г.
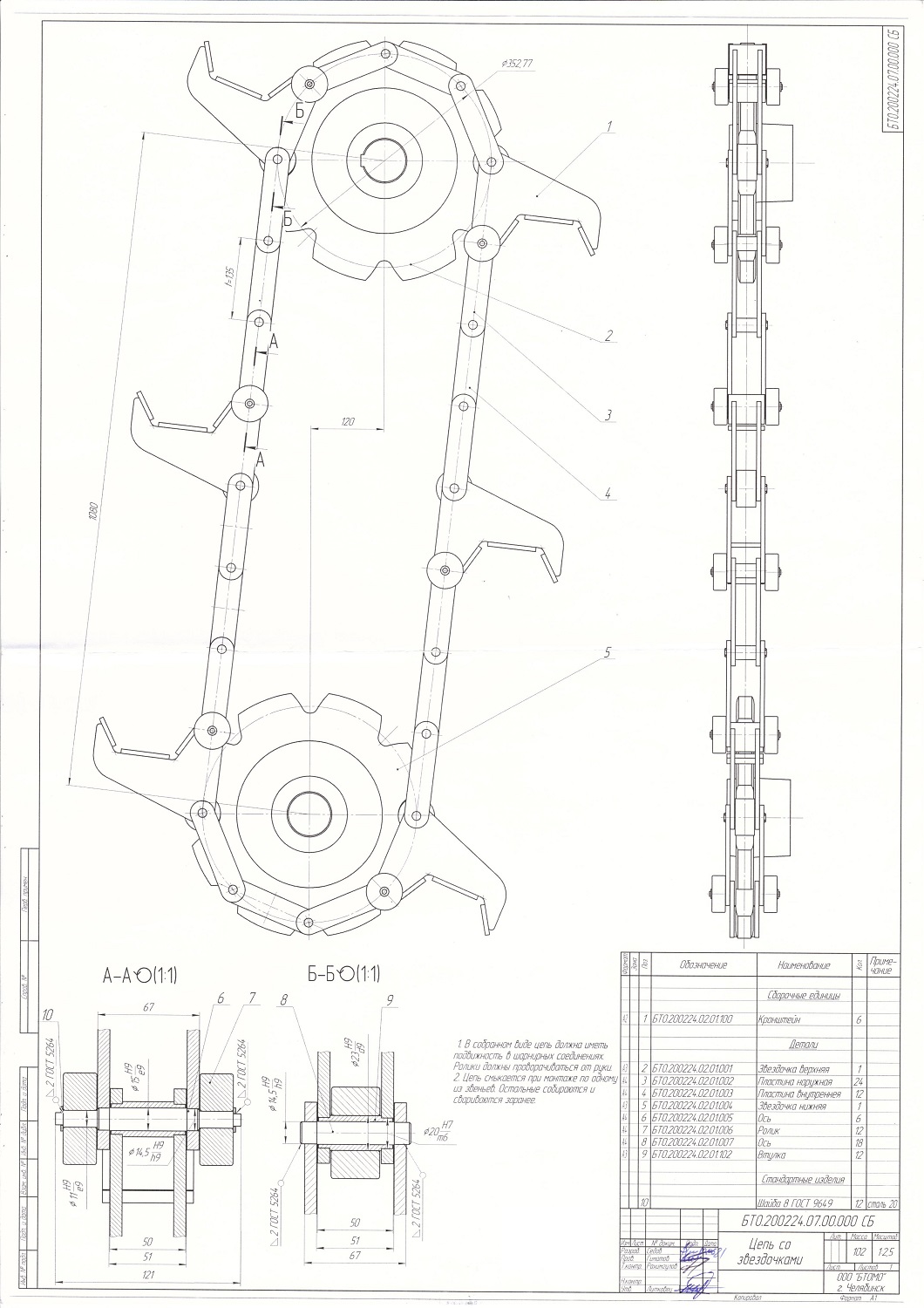
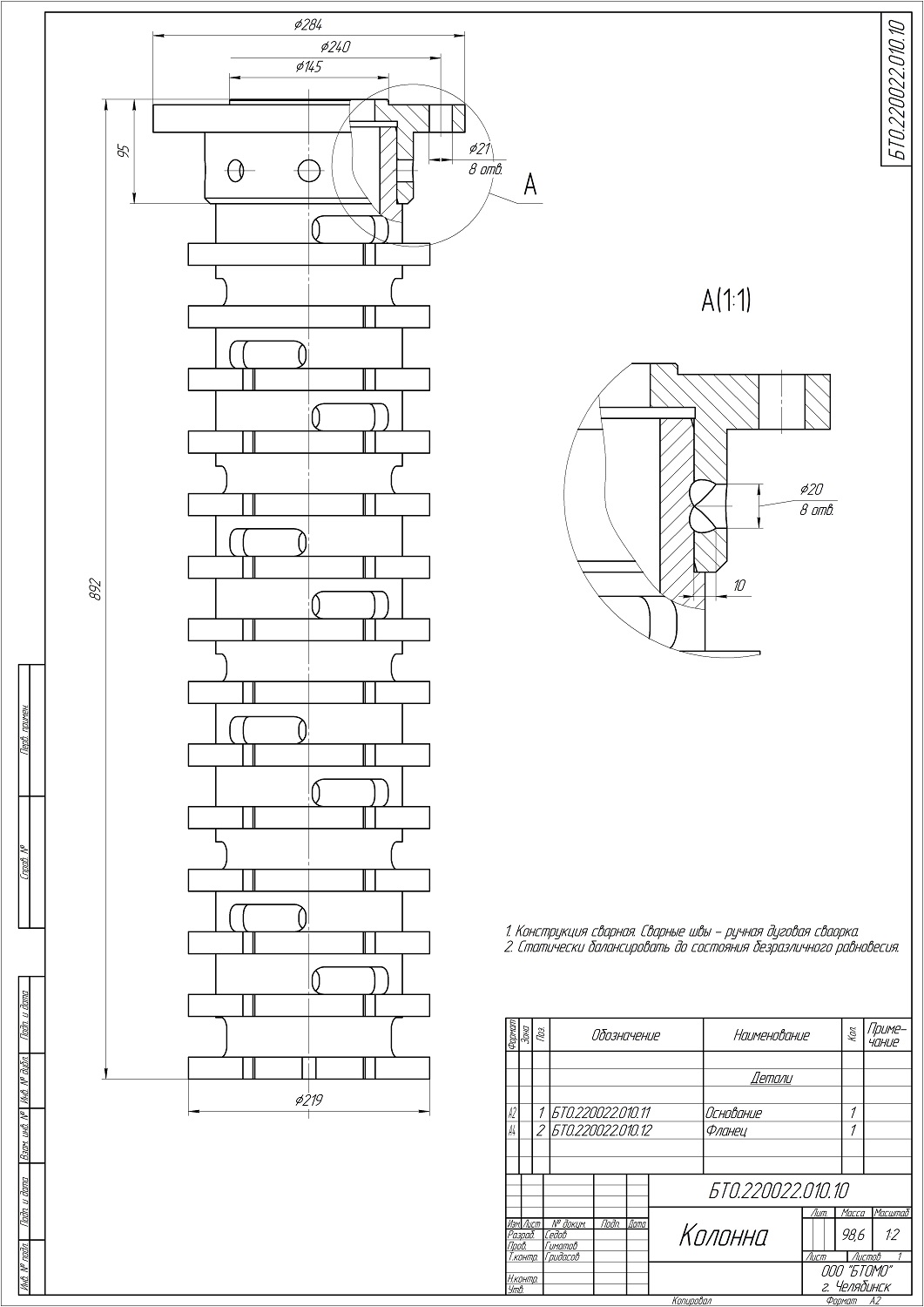
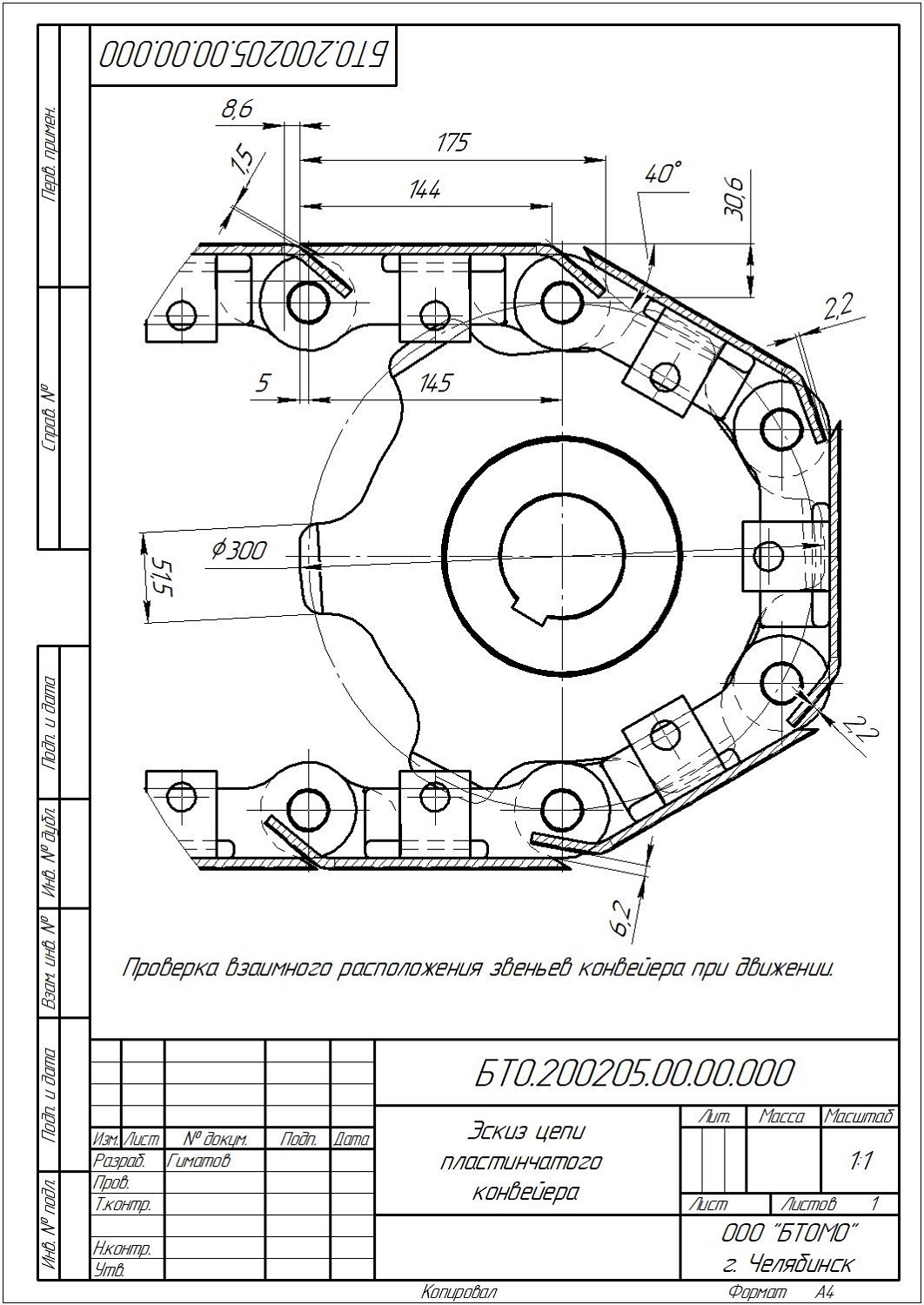
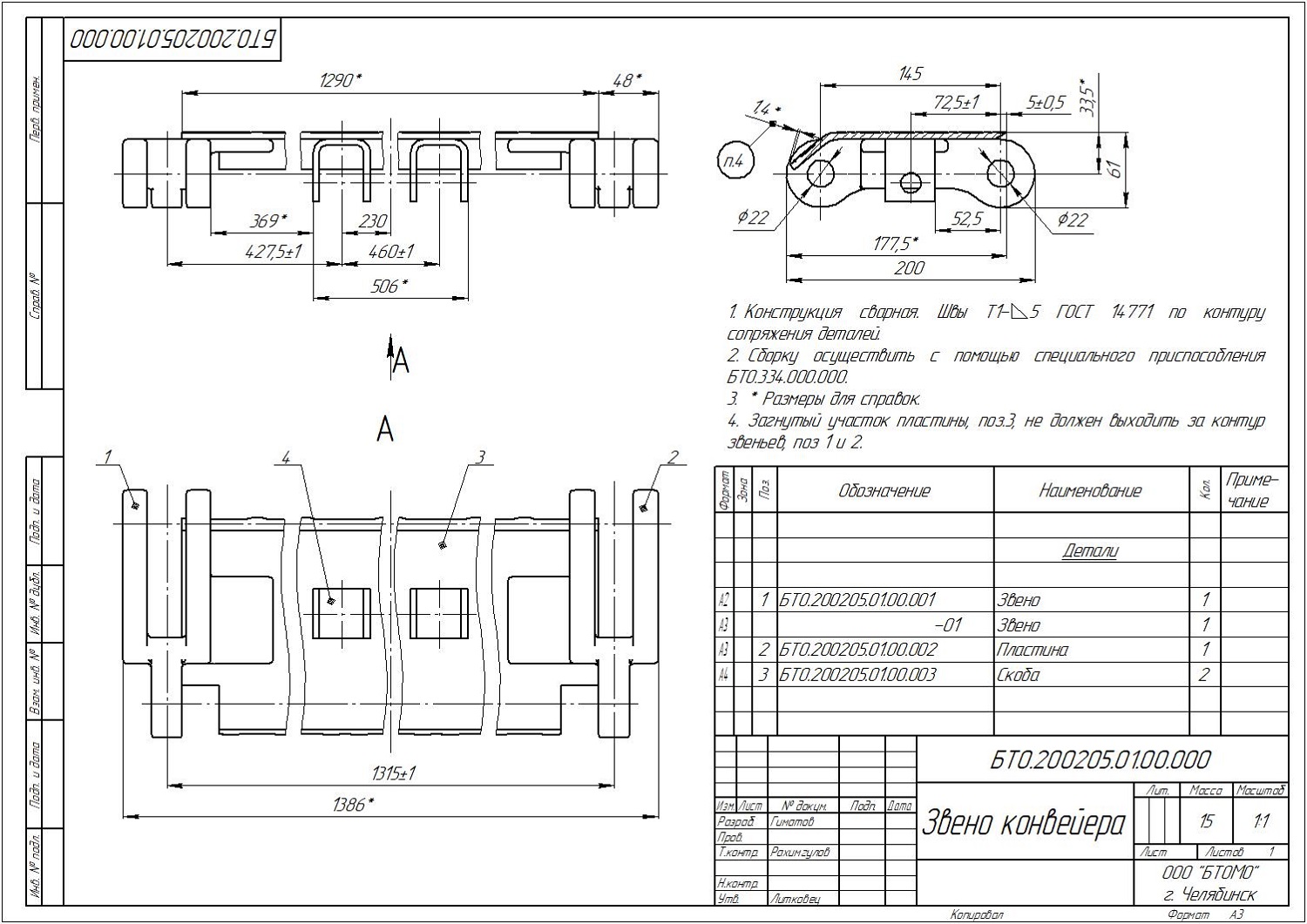
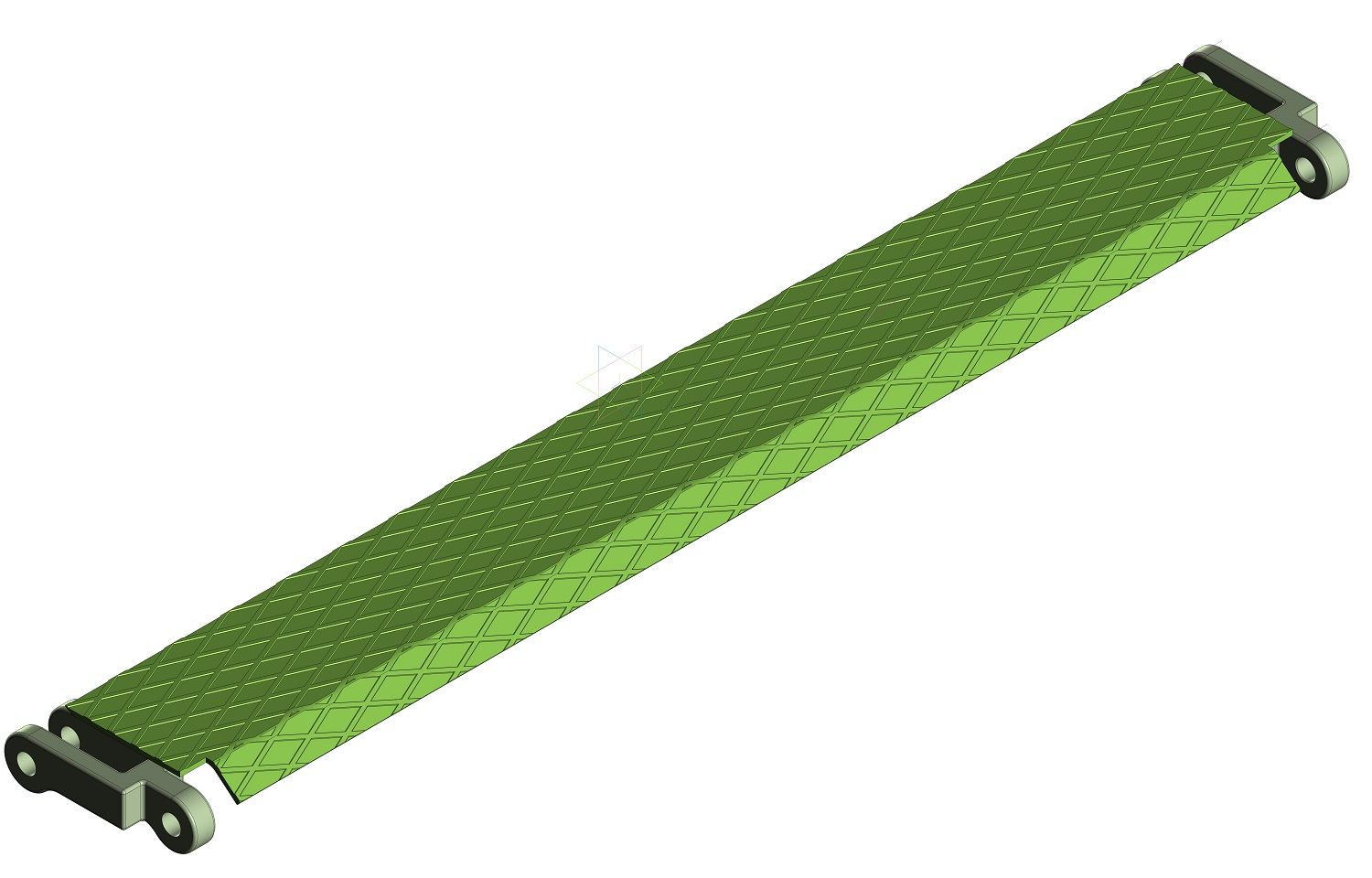
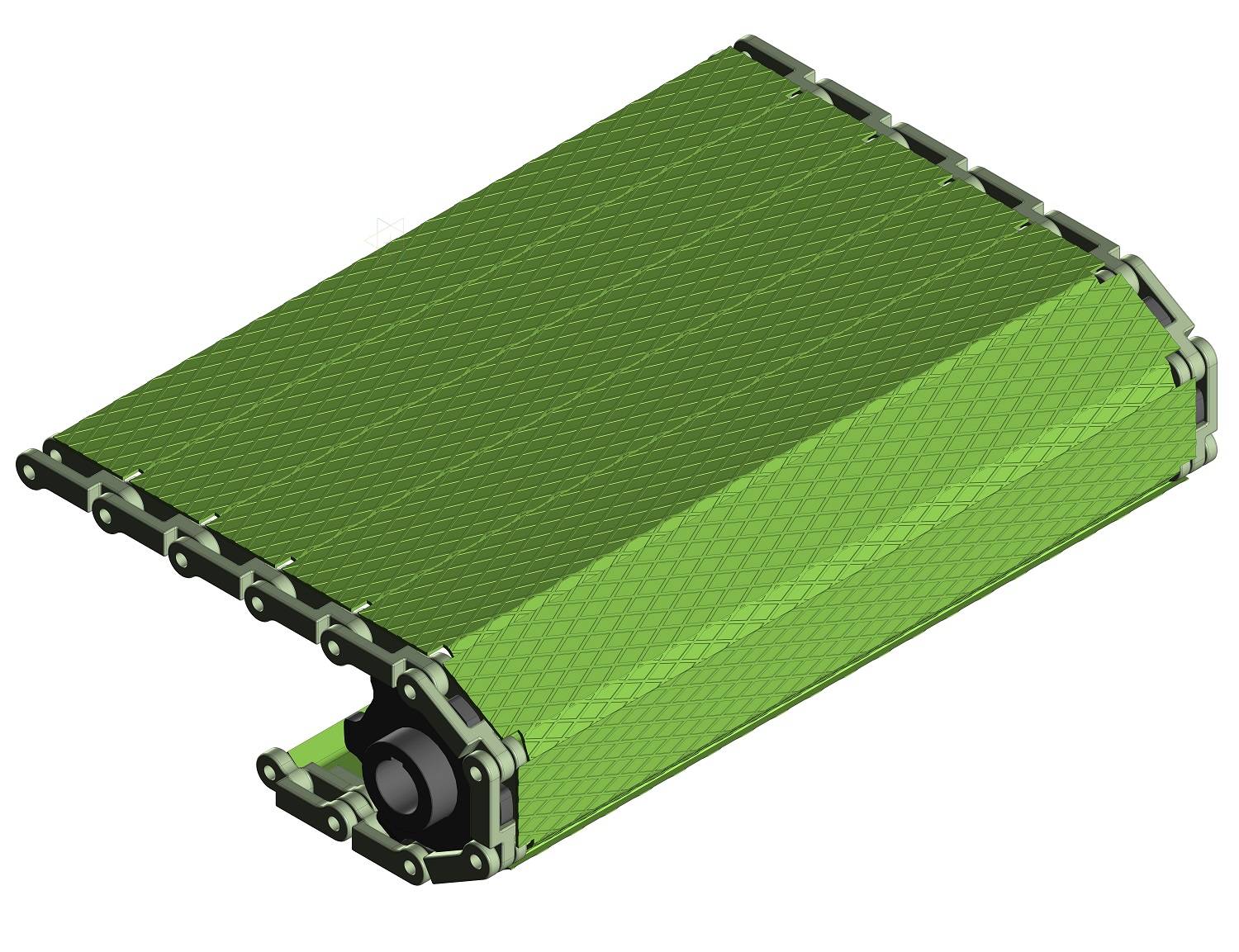
Проектирование и изготовление пластинчатого конвейера ящичного питателя KRB 1250-6 взамен изношенного для линии по производству керамических материалов фирмы КЕМА, Германия
Данный конвейер состоит из стальных пластин, сопряженных с цепным тяговым приводом вильчатого типа. Длинна пластины 1300 мм, шаг 145 мм, кол-во пластин 90 шт. Особенность – наличие зазора, необходимого для
работы звеньев конвейера, но исключающего просыпание сыпучего транспортируемого материала. 2021 г.
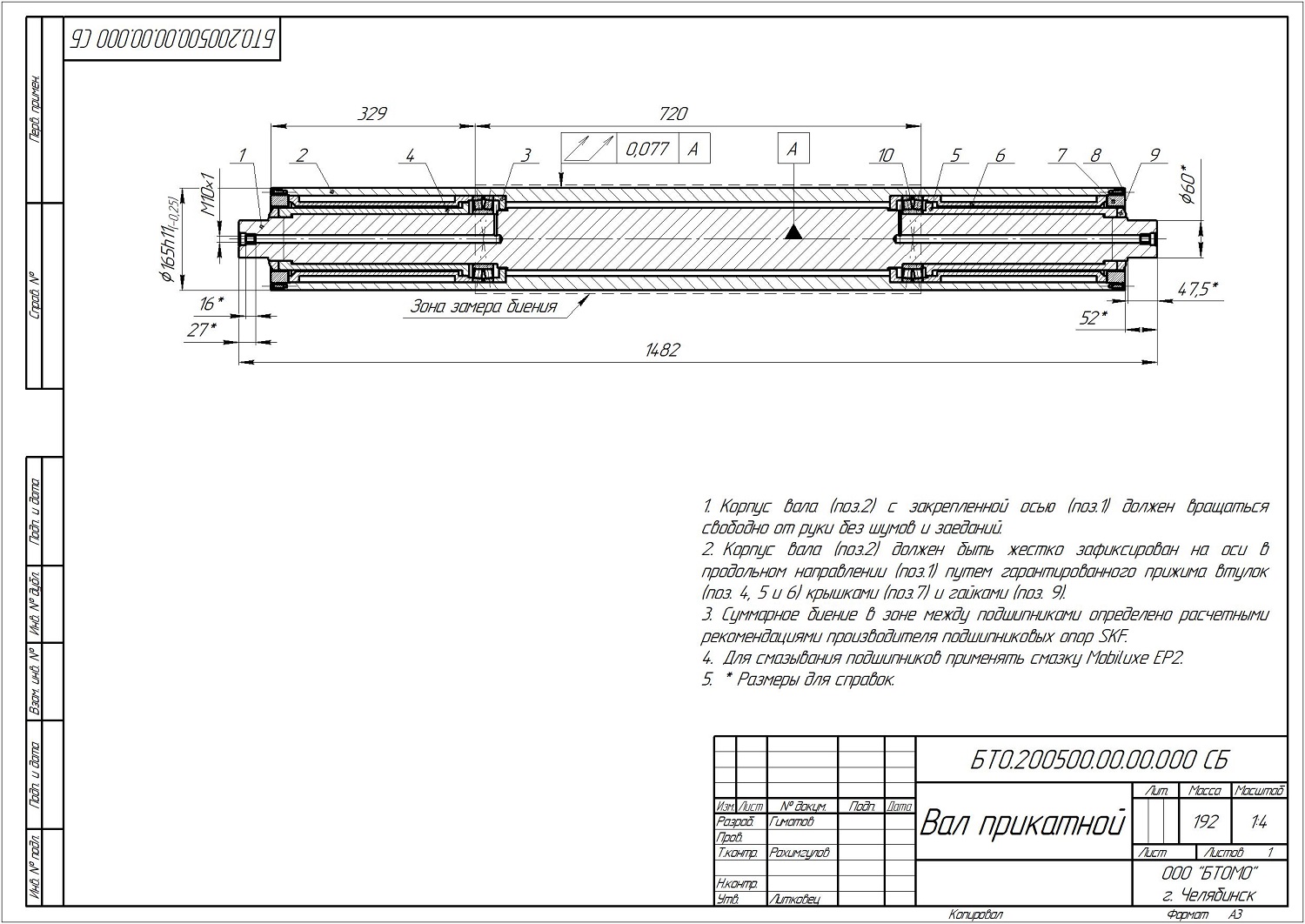
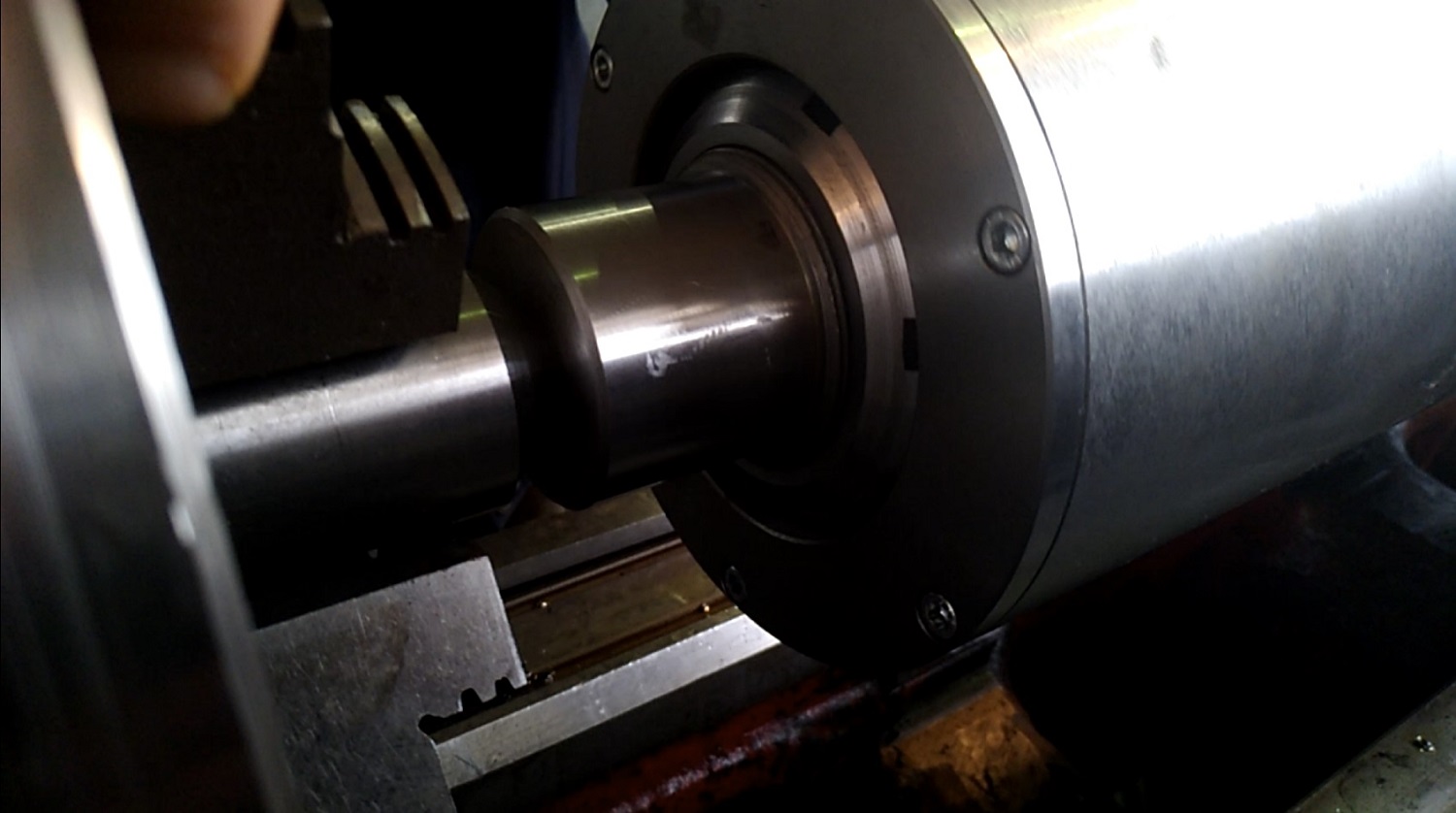
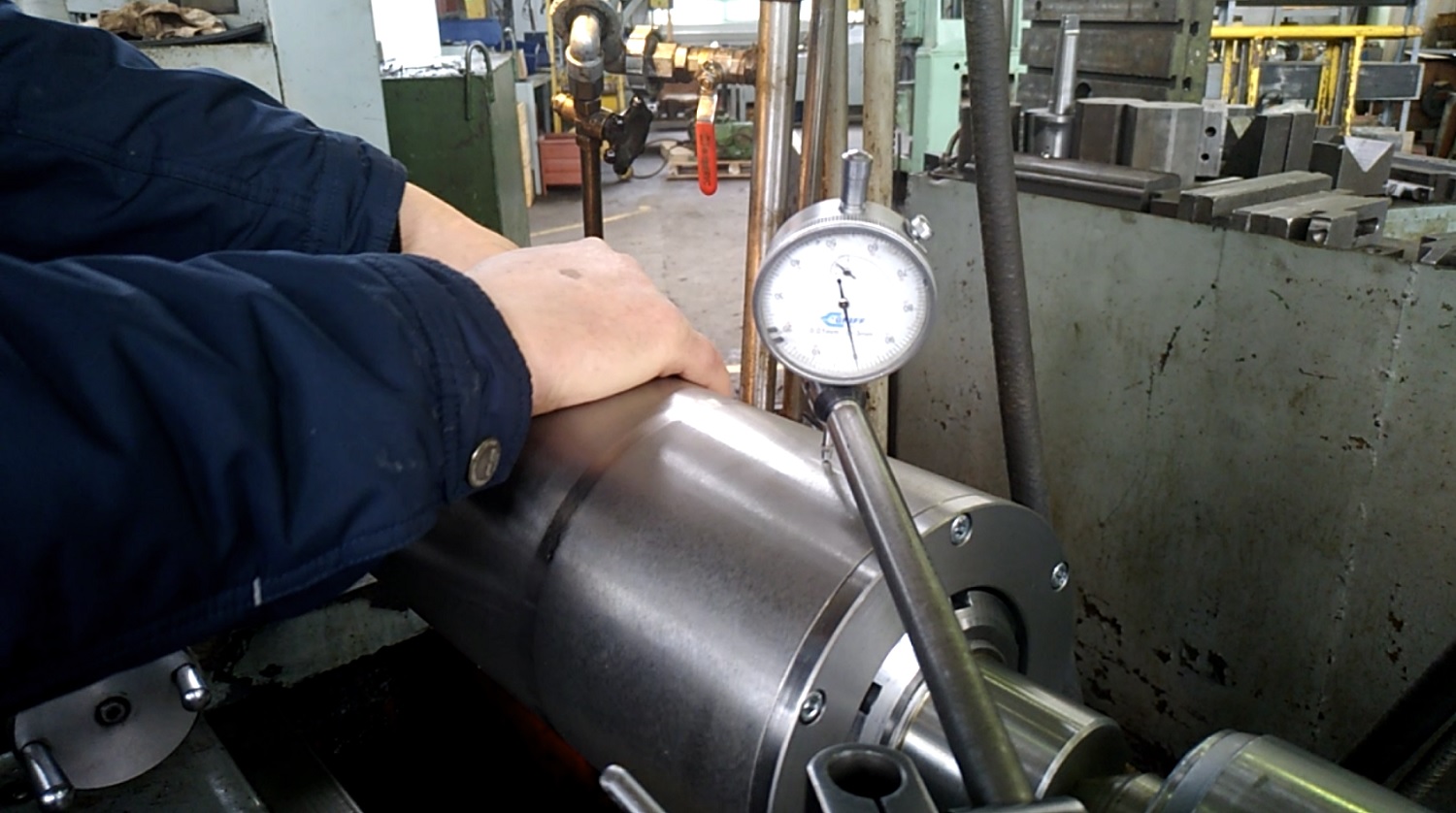
Проектирование и изготовление отечественного аналога вала ламинирующего флексопечатной машины фирмы Rotomec, Италия
Вал предназначен для нанесения ламинирующего покрытия для защиты изображений на упаковочном материале, используемом для производства пакетной тары пищевой продукции. Применяется на машине итальянской фирмы «Rotomec». Конструктивной особенностью вала является глубокая посадка подшипниковых опор для обеспечения максимальной жесткости конструкции. В ходе реинжиниринга данные вопросы успешно решены. 2021 г.

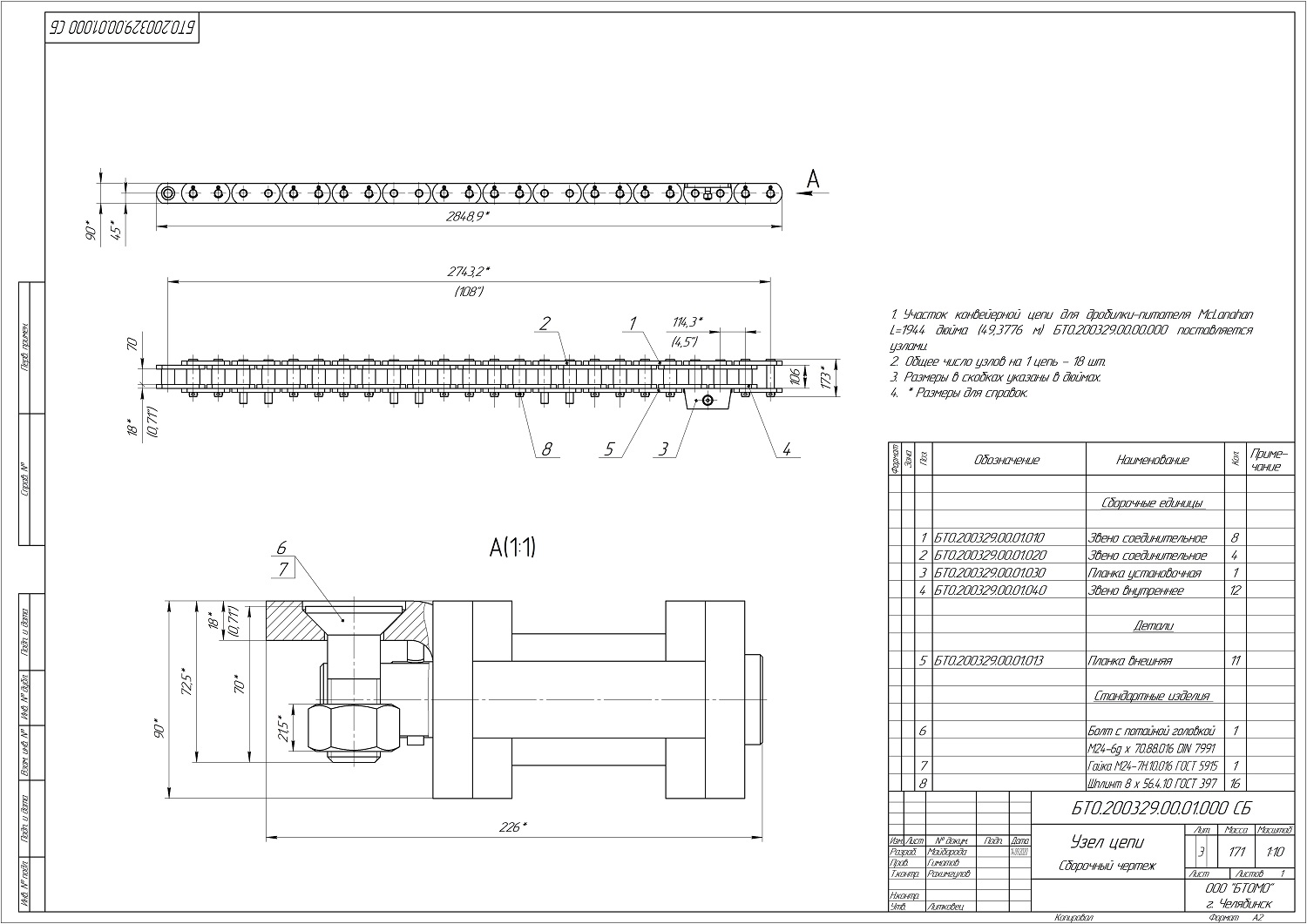
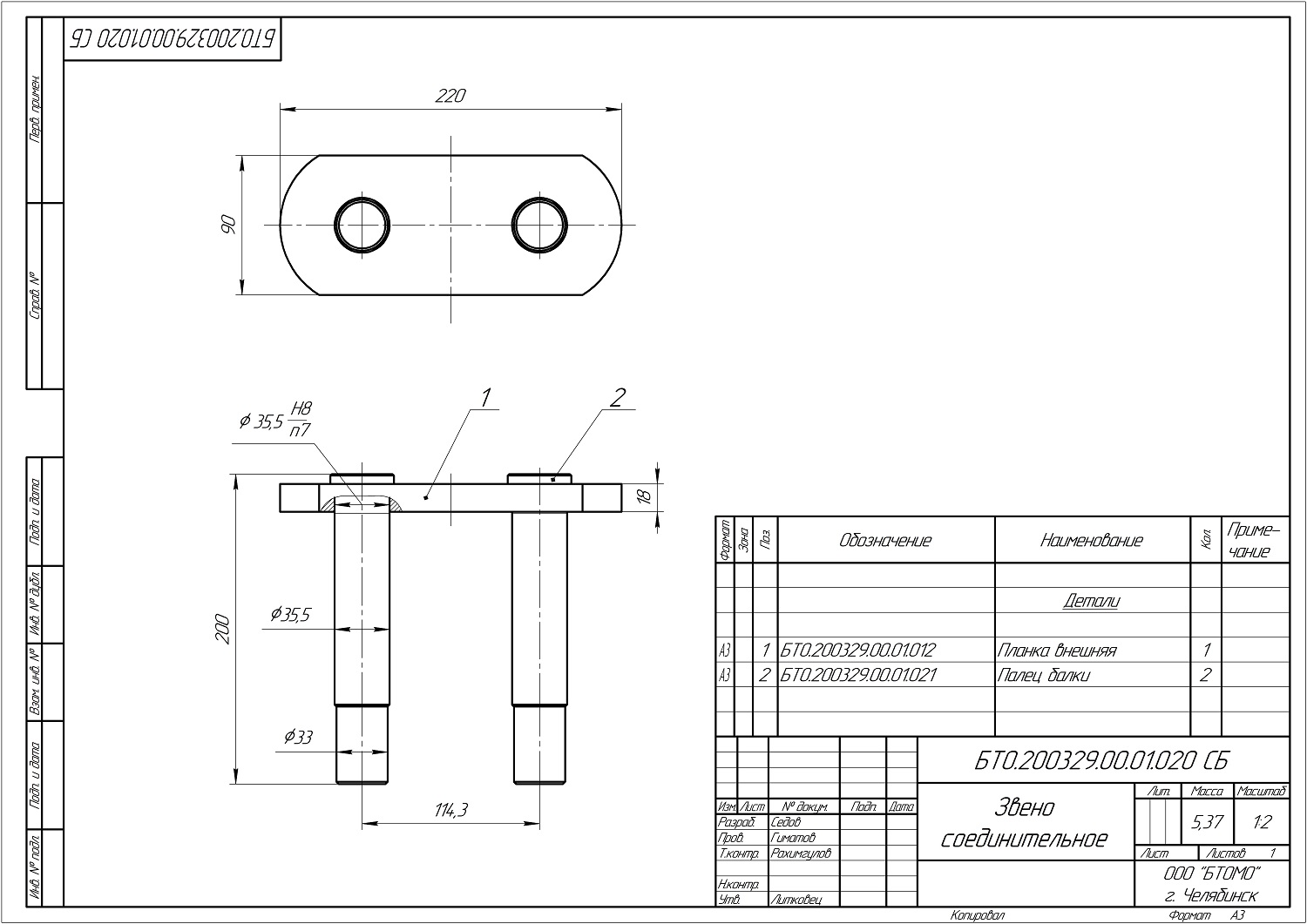
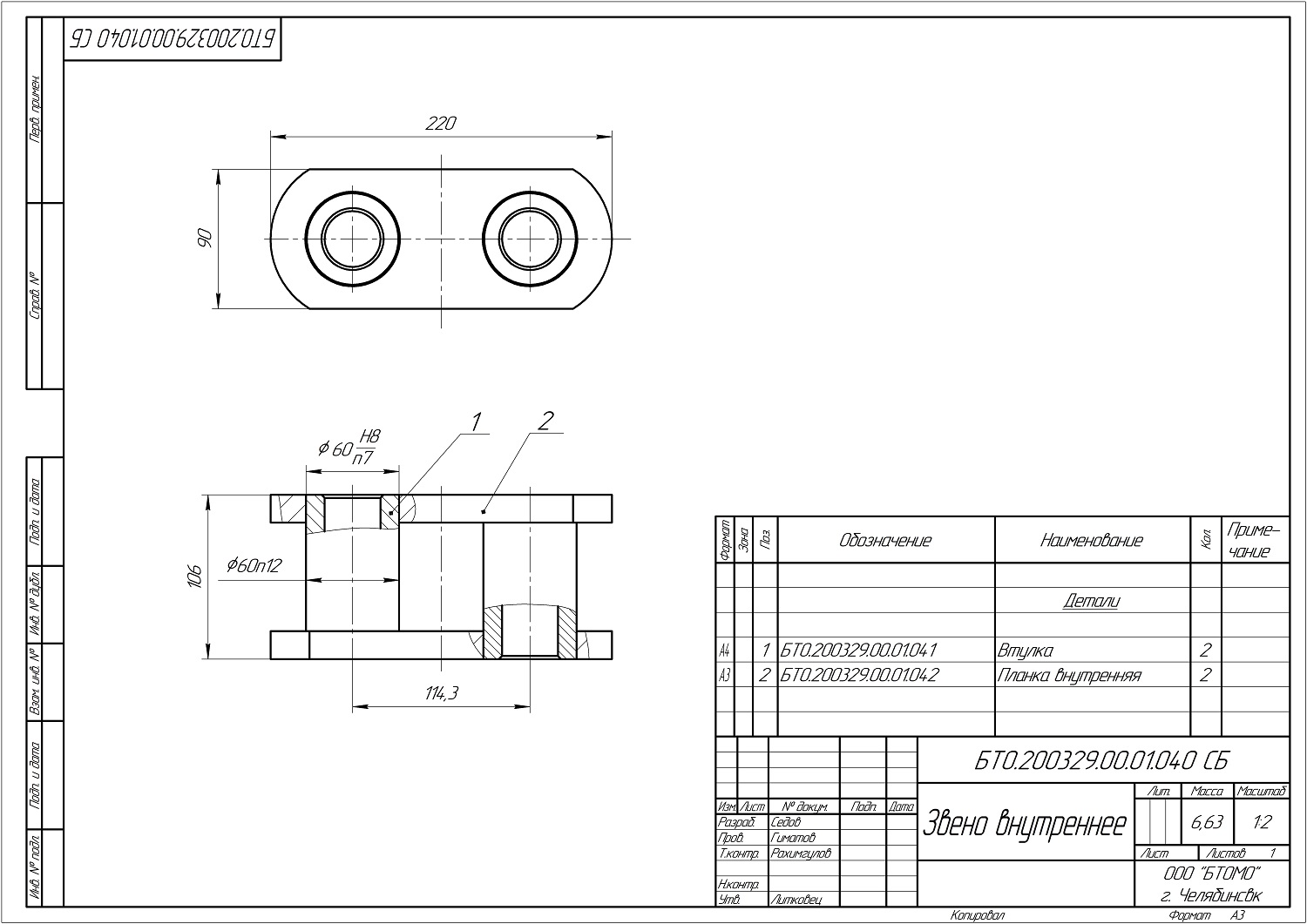
Проектирование и изготовление тяговой цепи скребкового конвейера питателя дробилки McLanahan, США
Цепь представляет собой две параллельные ветки, скреплённые между собой скребками балочного типа. Предназначена для транспортирования руды в зону дробления. Эксплуатируется на открытом воздухе в зоне холодного климата (до -50оС). Основные характеристики: шаг 114,3 мм, длина цепи 49,5 м, тяговое усилие 1250 кН. 2021 г.

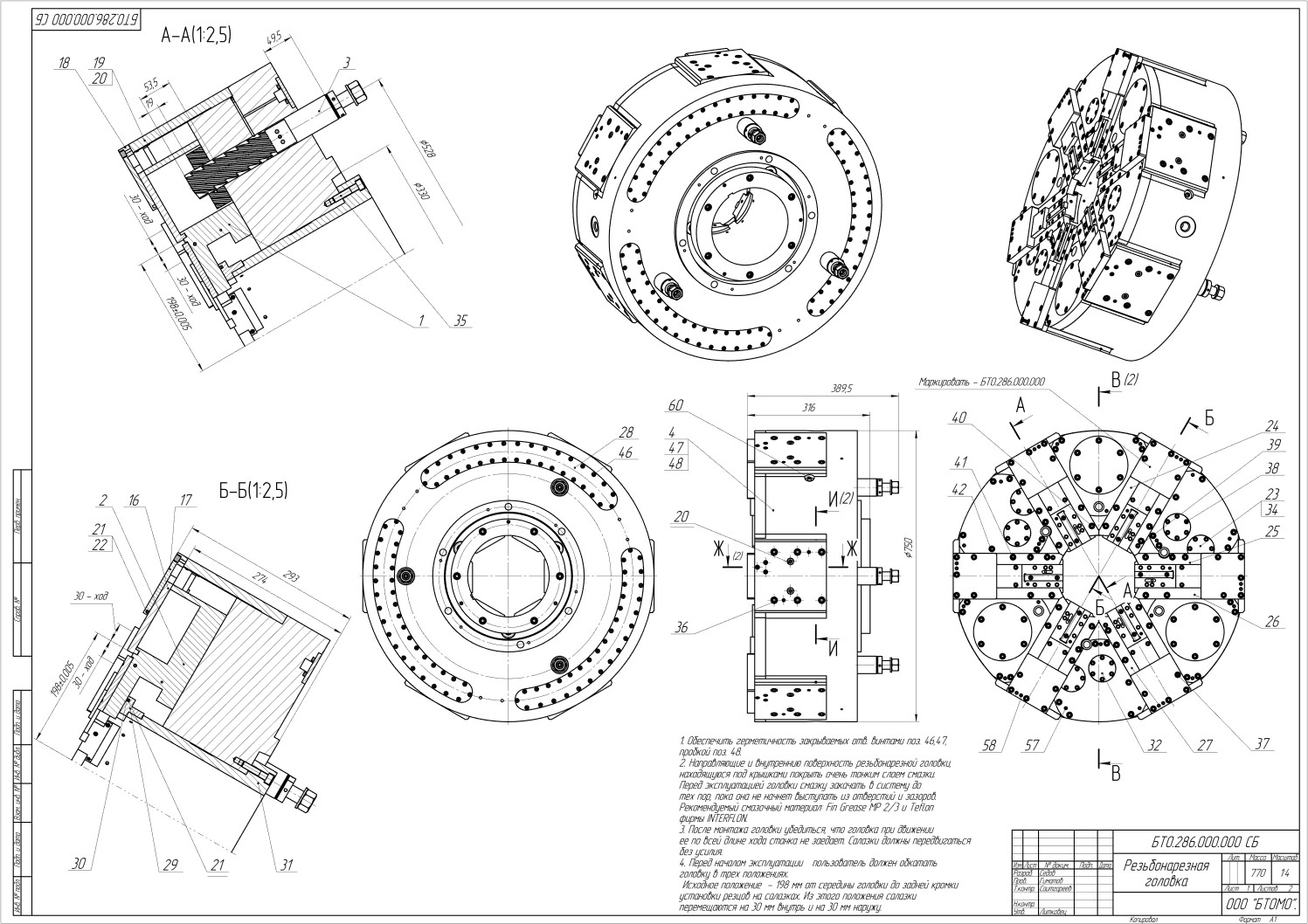
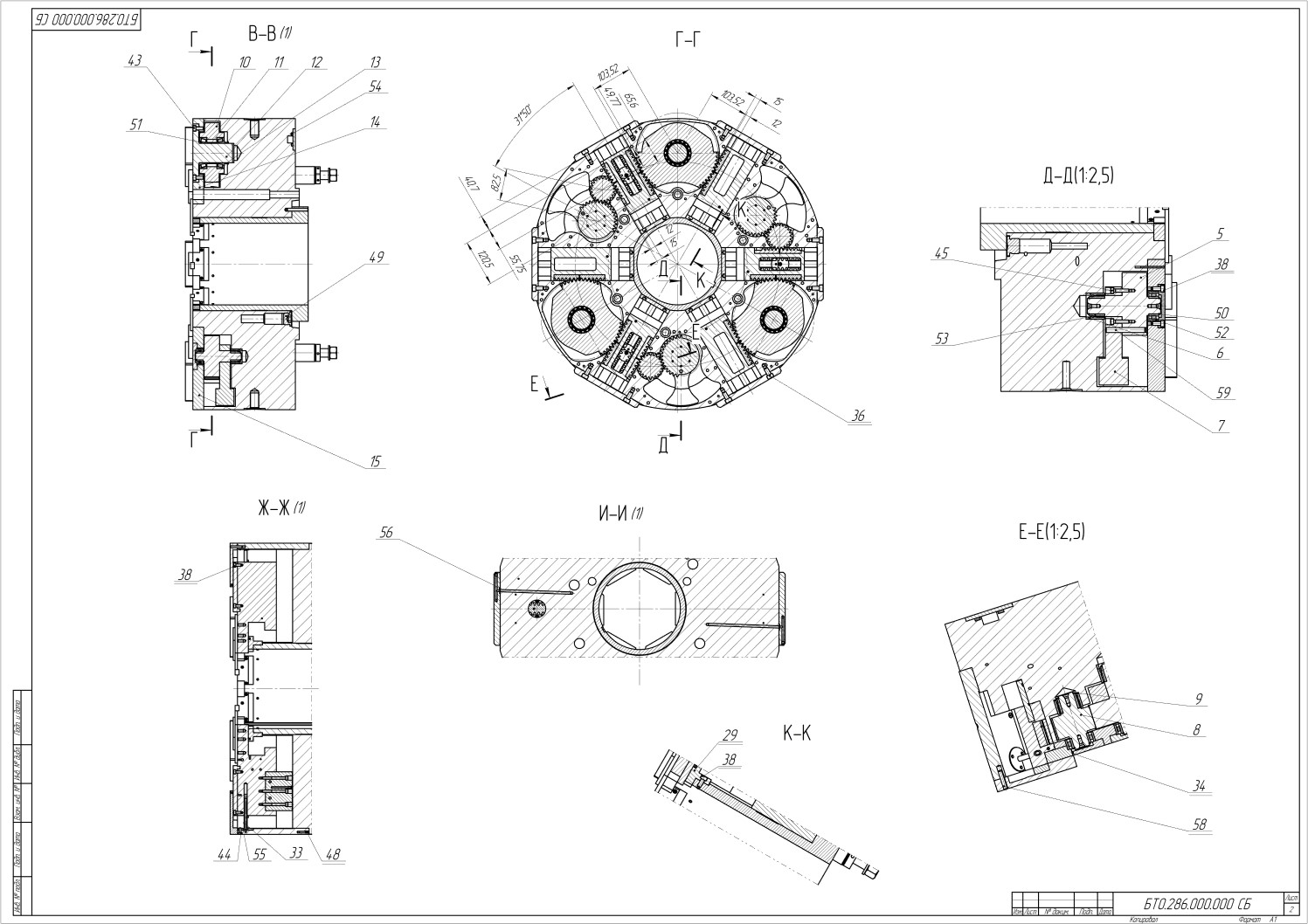
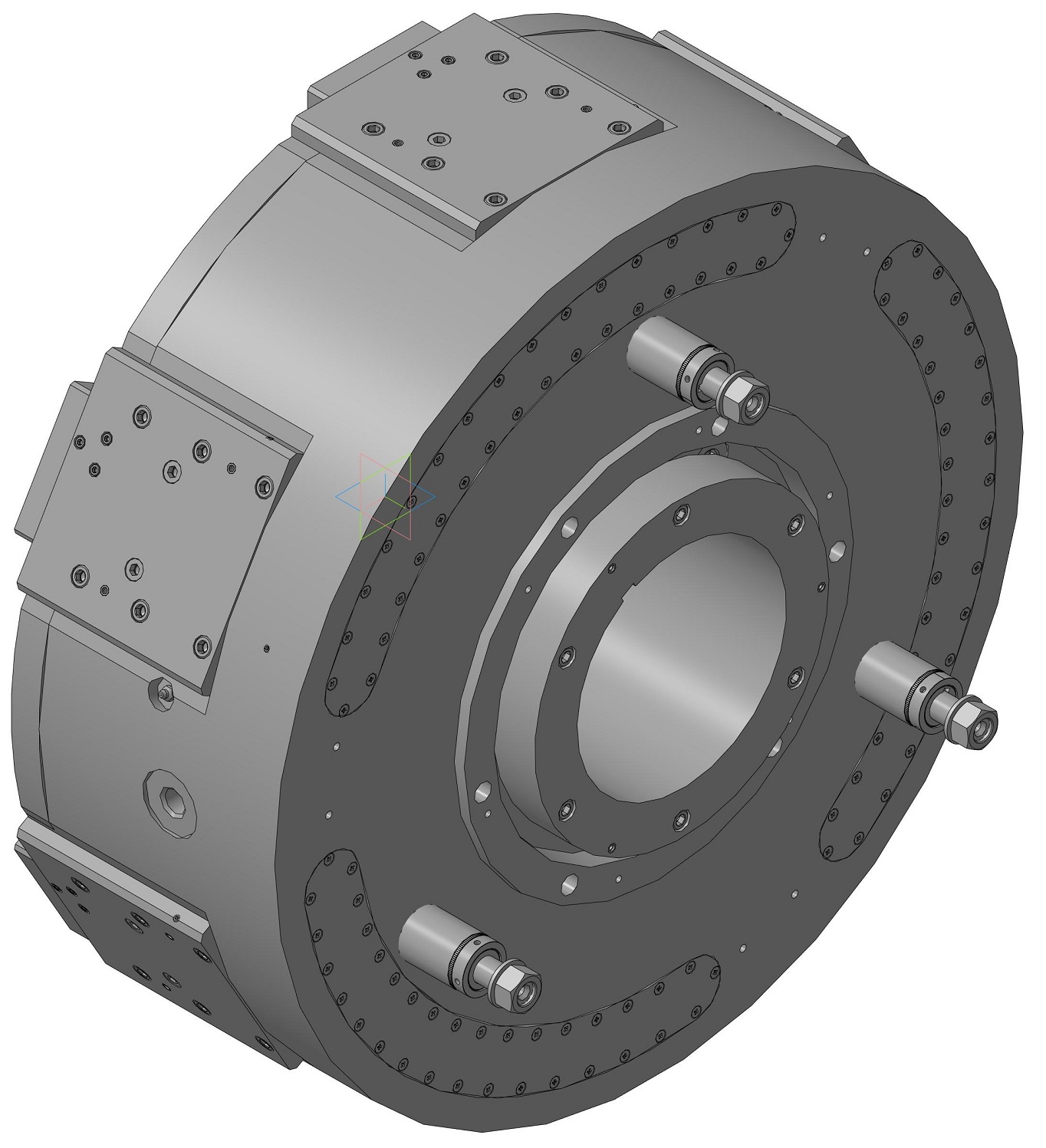
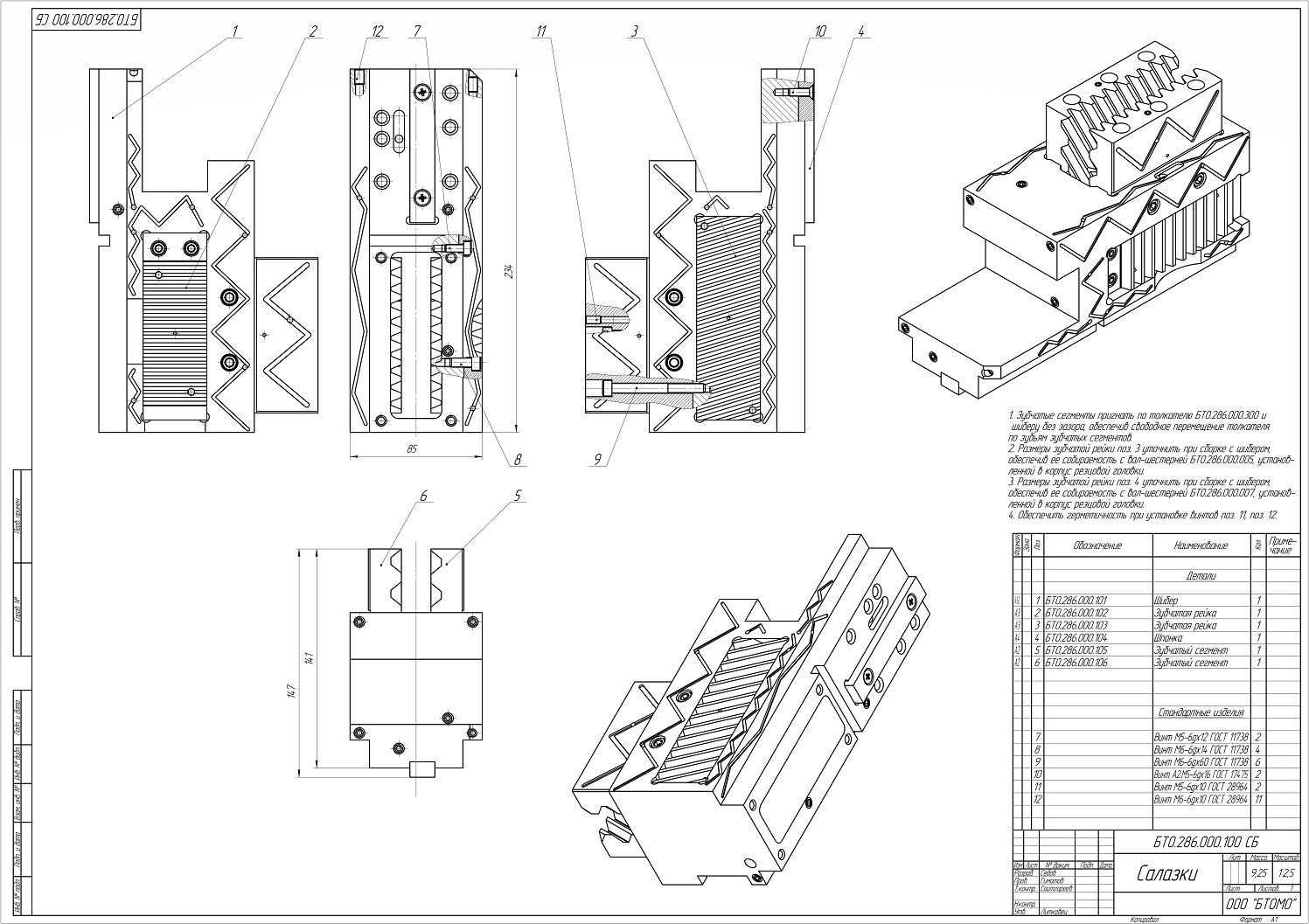
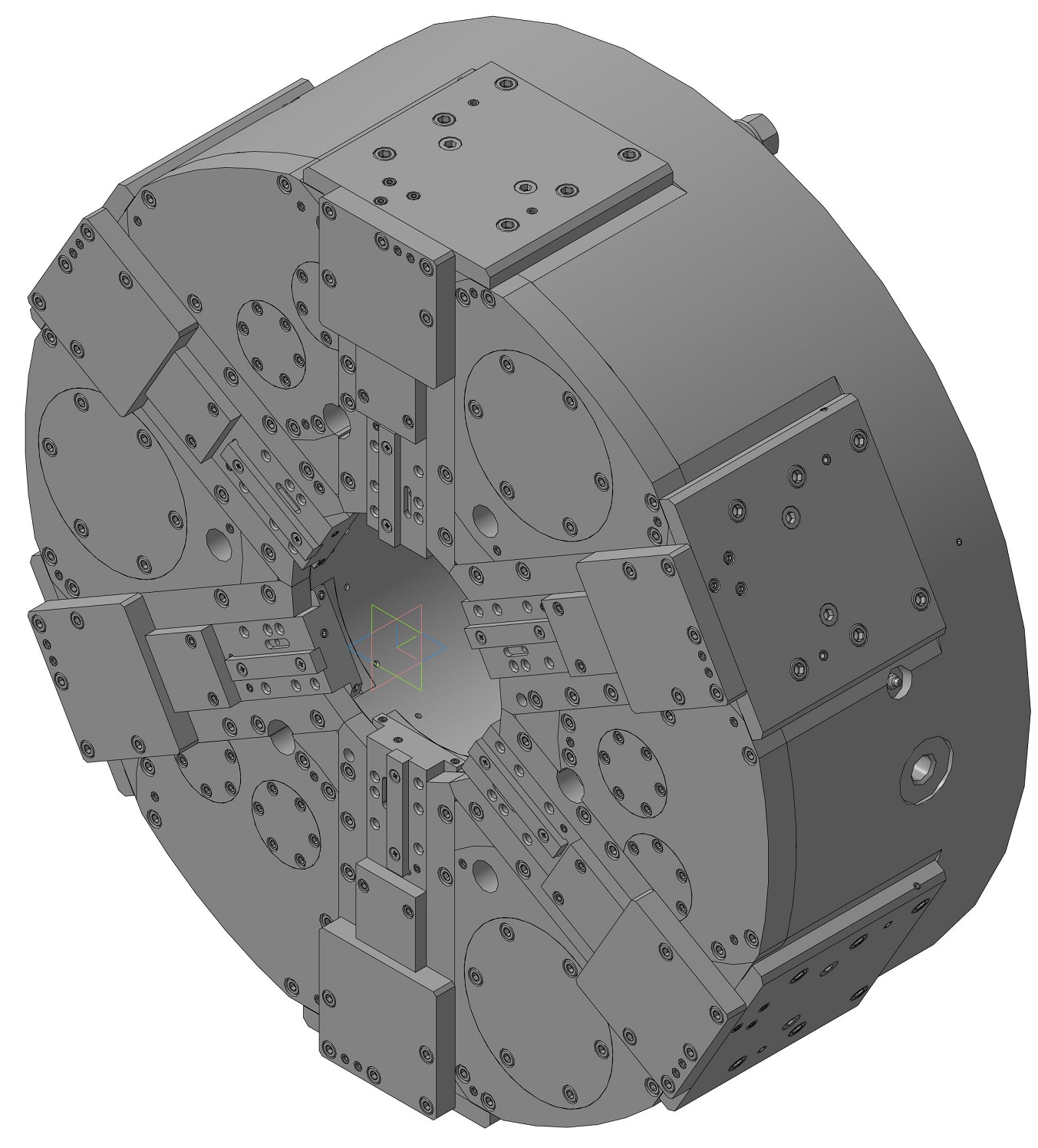
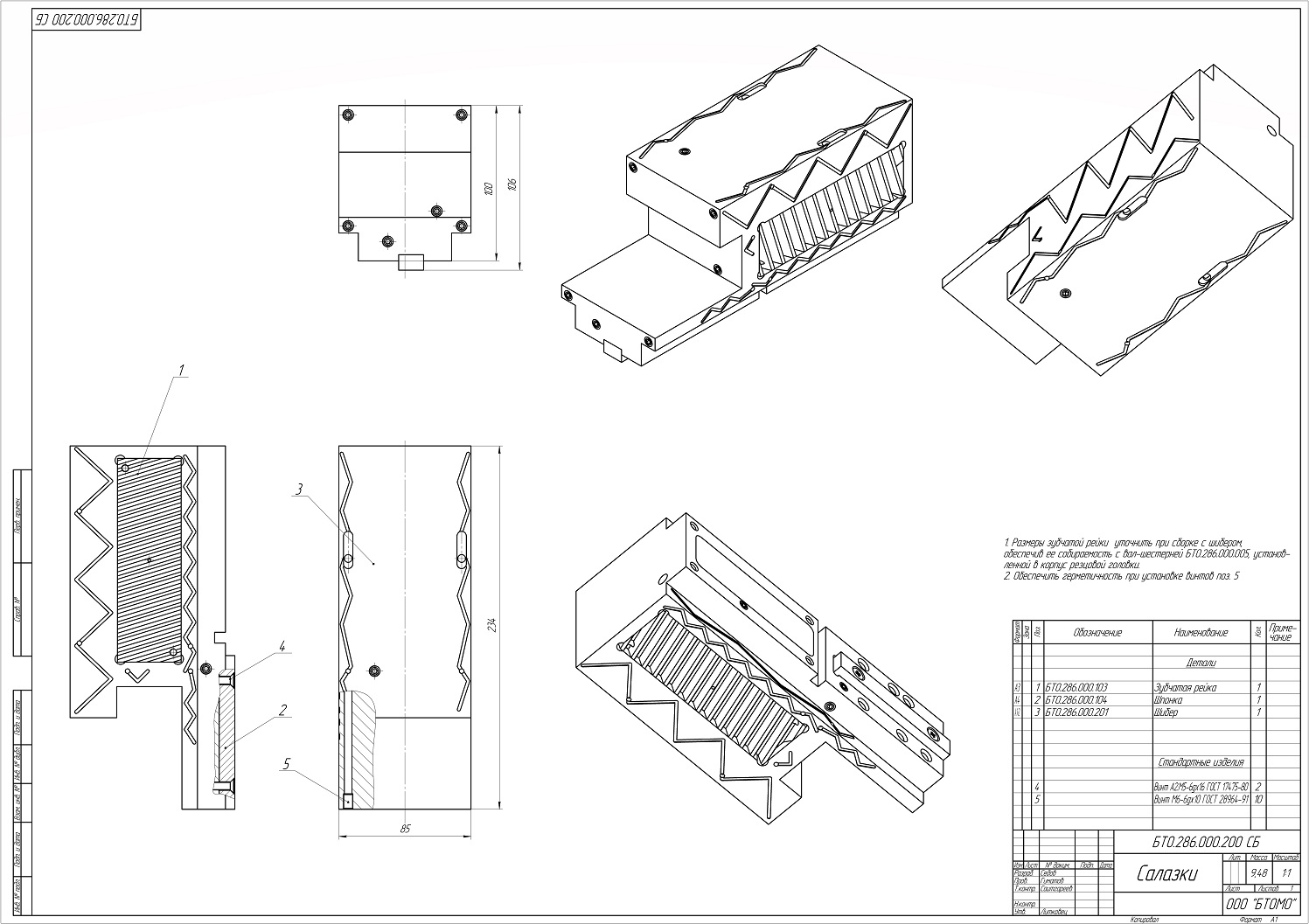
Проектирование отечественного аналога инструментальной головки, применяемой на станках для нарезания специализированной трубной резьбы типа TTM16CNC фирмы SMS Meer CmbH, Германия
КД разработана на основе немецкого образца изделия, предоставленного заказчиком. Головка предназначена для высокоскоростной обработки трубных заготовок одновременно тремя инструментами с последующим переключением на другие три без вывода из зоны резания (во время вращения головки осуществляется радиальная подача встроенных в корпус головки трех попарно расположенных систем подачи инструмента). При работе скорость вращения может достигать 950 мин-1 и подачи до 800 мм/мин. Параметры изделия: размеры ∅750х400, вес 770 кг. 2020 г.
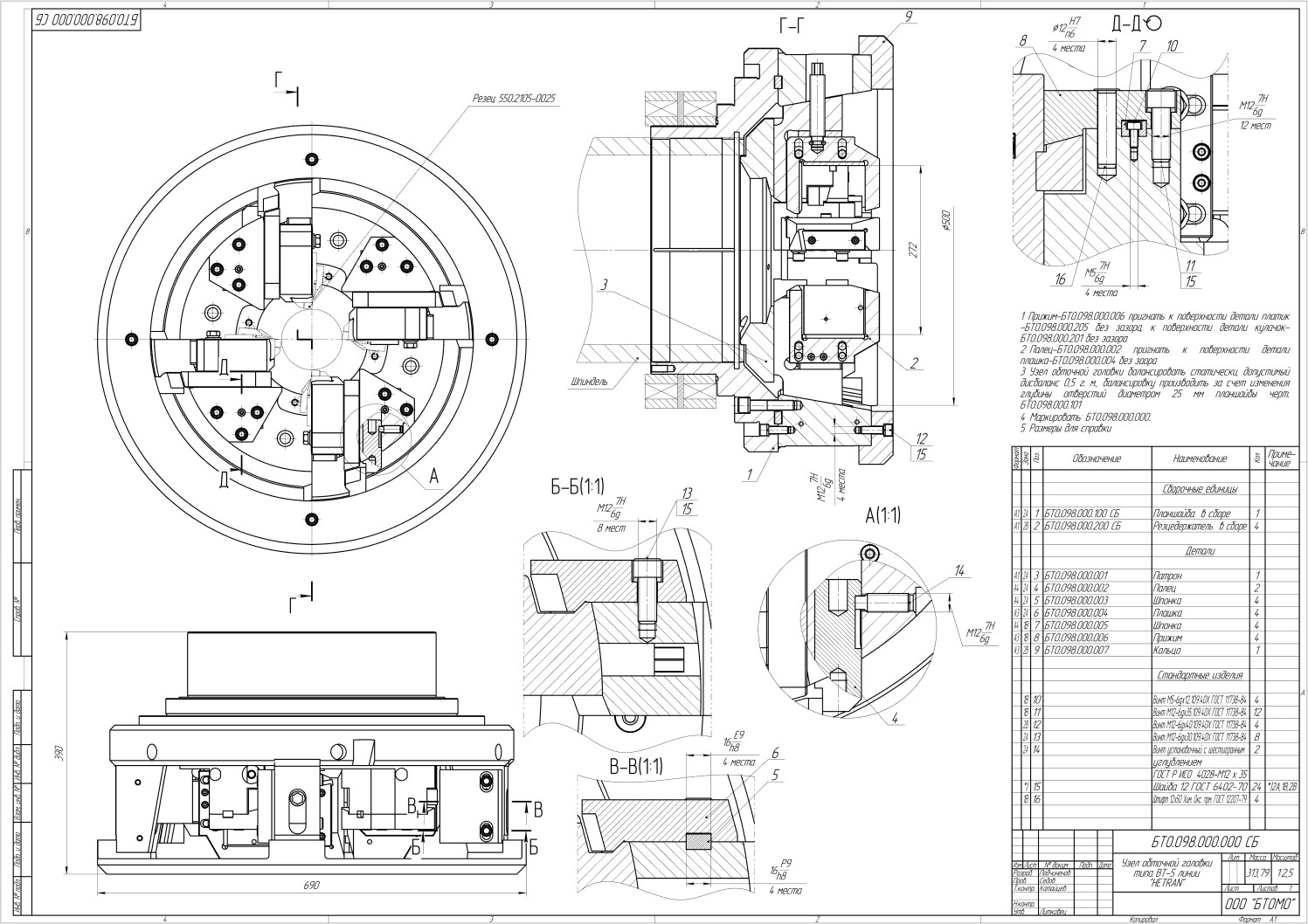
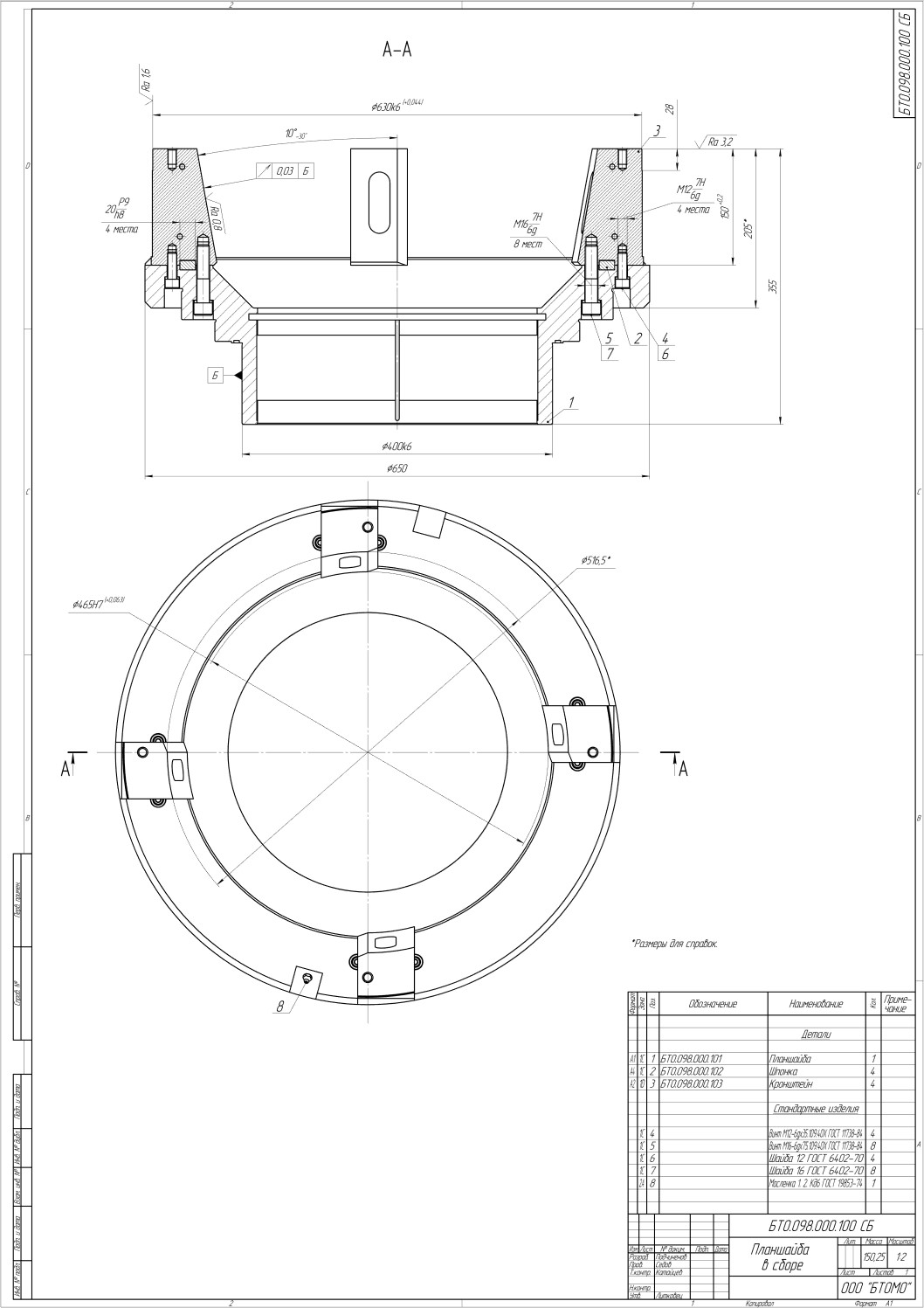
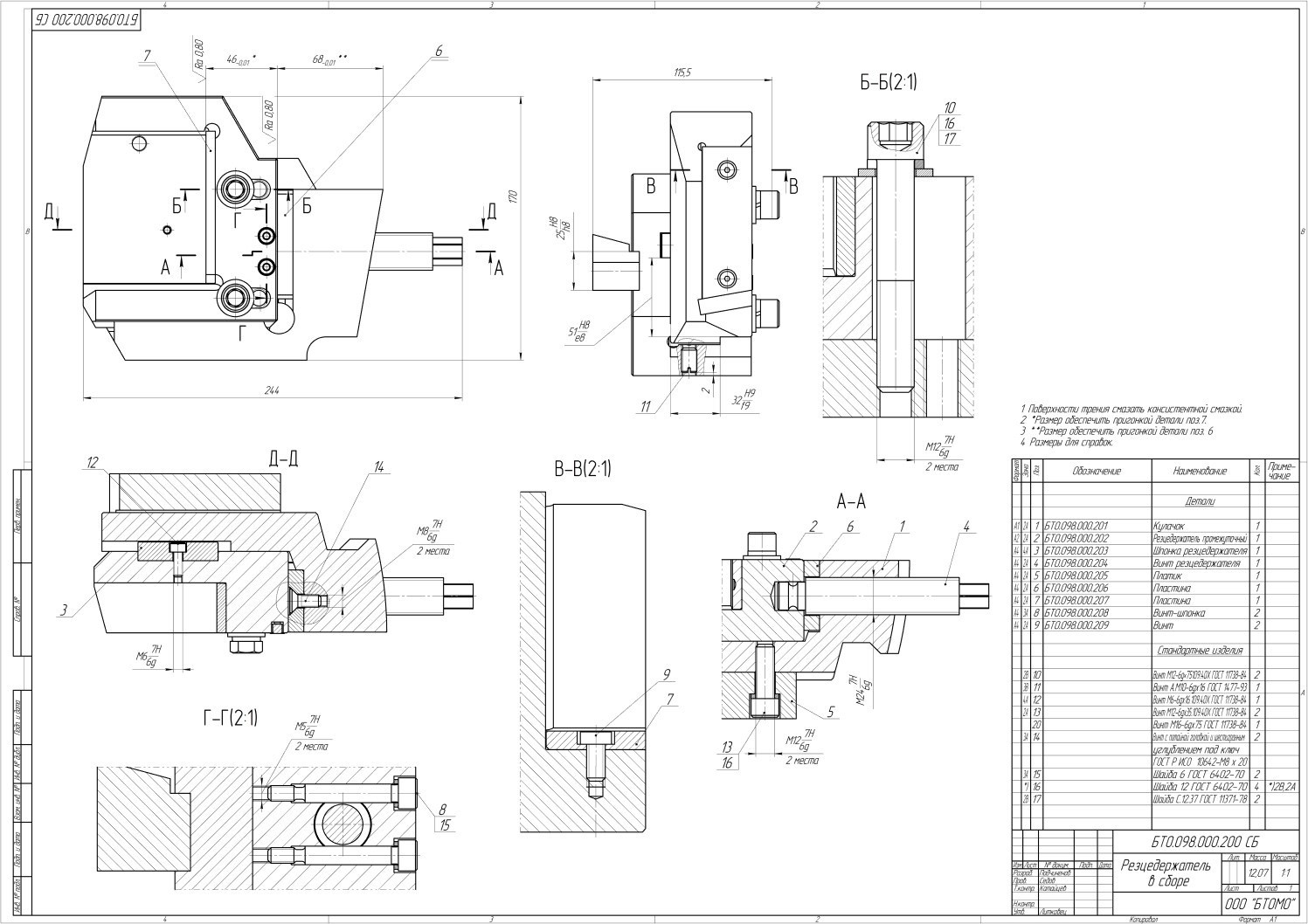
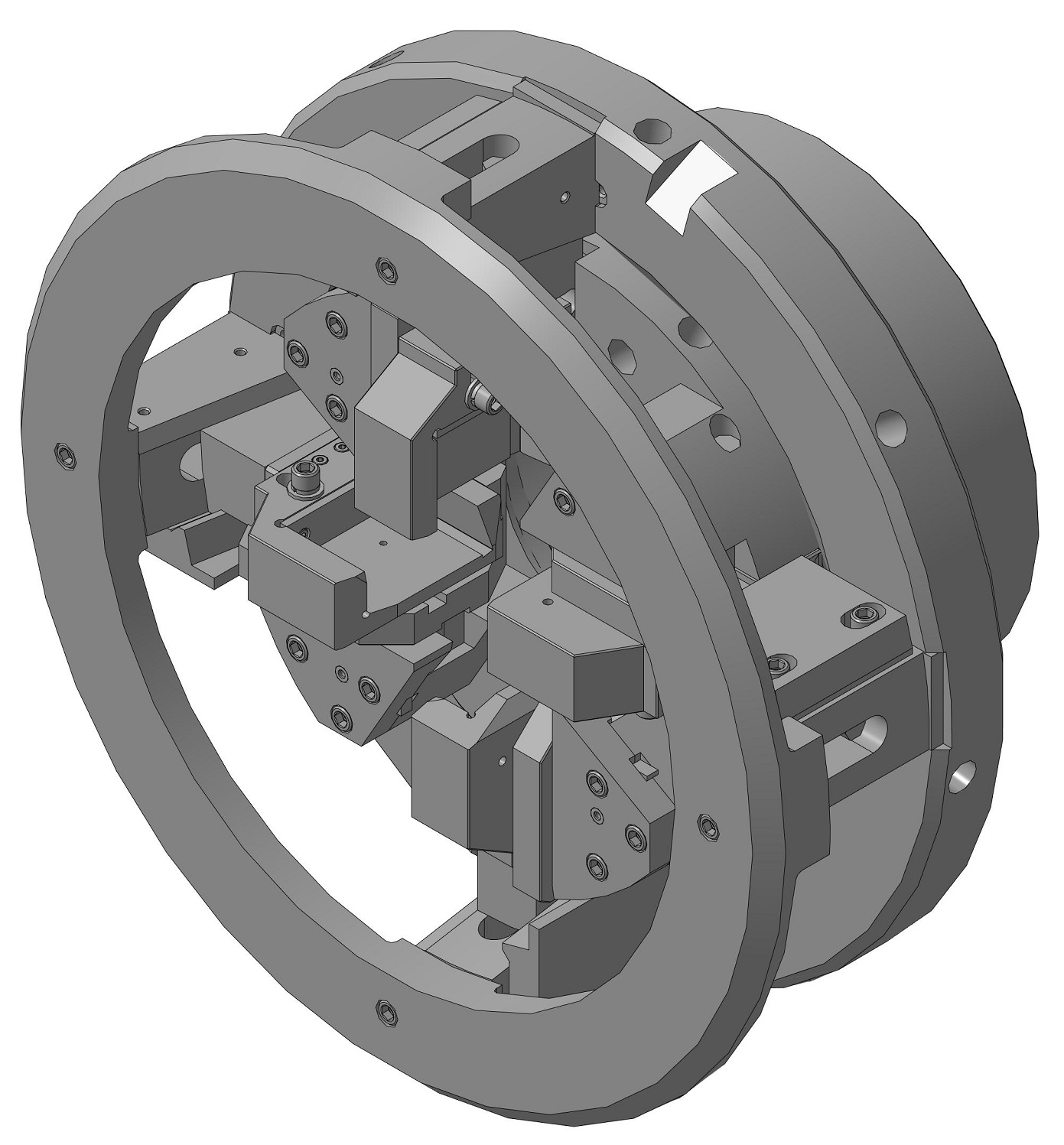
Проектирование и изготовление отечественного аналога головки режущей обточной машины типа ВТ-5 линии Hetran, США
Данная головка является основным узлом автоматизированной линии для обработки горячекатаного сортового проката из углеродистой, легированной, нержавеющей, инструментальной и подшипниковой стали. Конструкторская документация разработана на основании оригинального изношенного образца производства США. Длина обрабатываемых заготовок 6 м, скорость линии 30 м/мин, частота вращения головки 1520 мин-1. 2018 г.
Деовализатор калибровки отводов труб с гидромеханическим приводом рабочих частей
Представляет собой специализированный пресс радиального действия с шестью рабочими элементами, приводимыми в движение общим приводом, и предназначен для калибровки торцов крутоизогнутых отводов диаметром от 57 до 273 мм, с толщиной стенки от 2,5 до 22. Давление в гидроцилиндре – 200 атм.


Деовализатор калибровки отводов труб с индивидуальным гидравлическим приводом рабочих частей
Представляет собой специализированный гидравлический пресс радиального действия с десятью рабочими элементами с индивидуальным приводом и предназначен для калибровки торцов крутоизогнутых отводов диаметром от 530 до 820 мм, с толщиной стенки от 9 до 28 мм за. Давление в гидроцилиндре – 300 атм.


Привод подъёма ковша
Представляет собой элемент механизма подъёма и транспортировки разливочного ковша и предназначен для подъёма и опускания разливочного ковша в процессе разливки расплавленного чугуна, когда исключен электропривод. Грузоподъемность 600 кг.



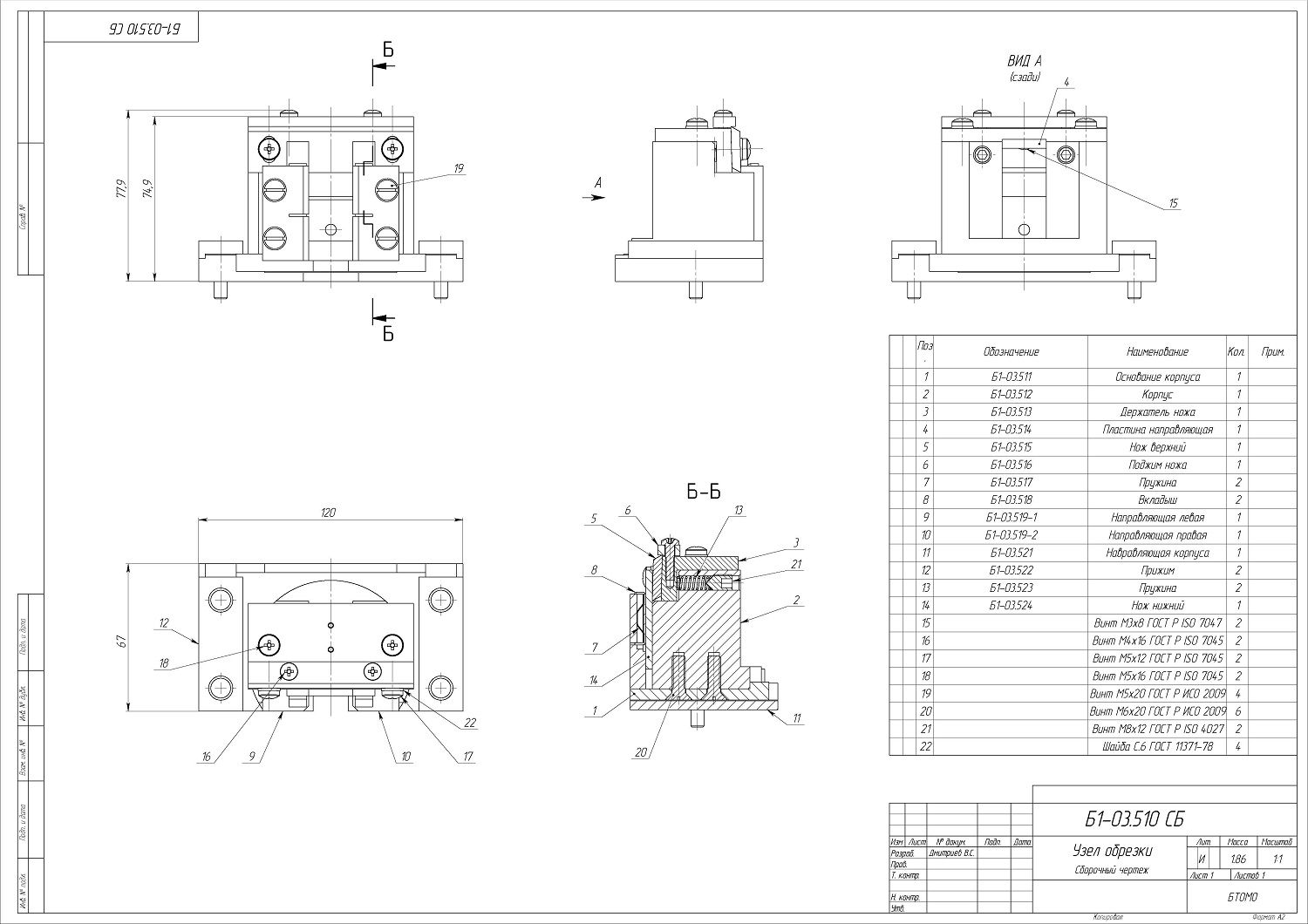
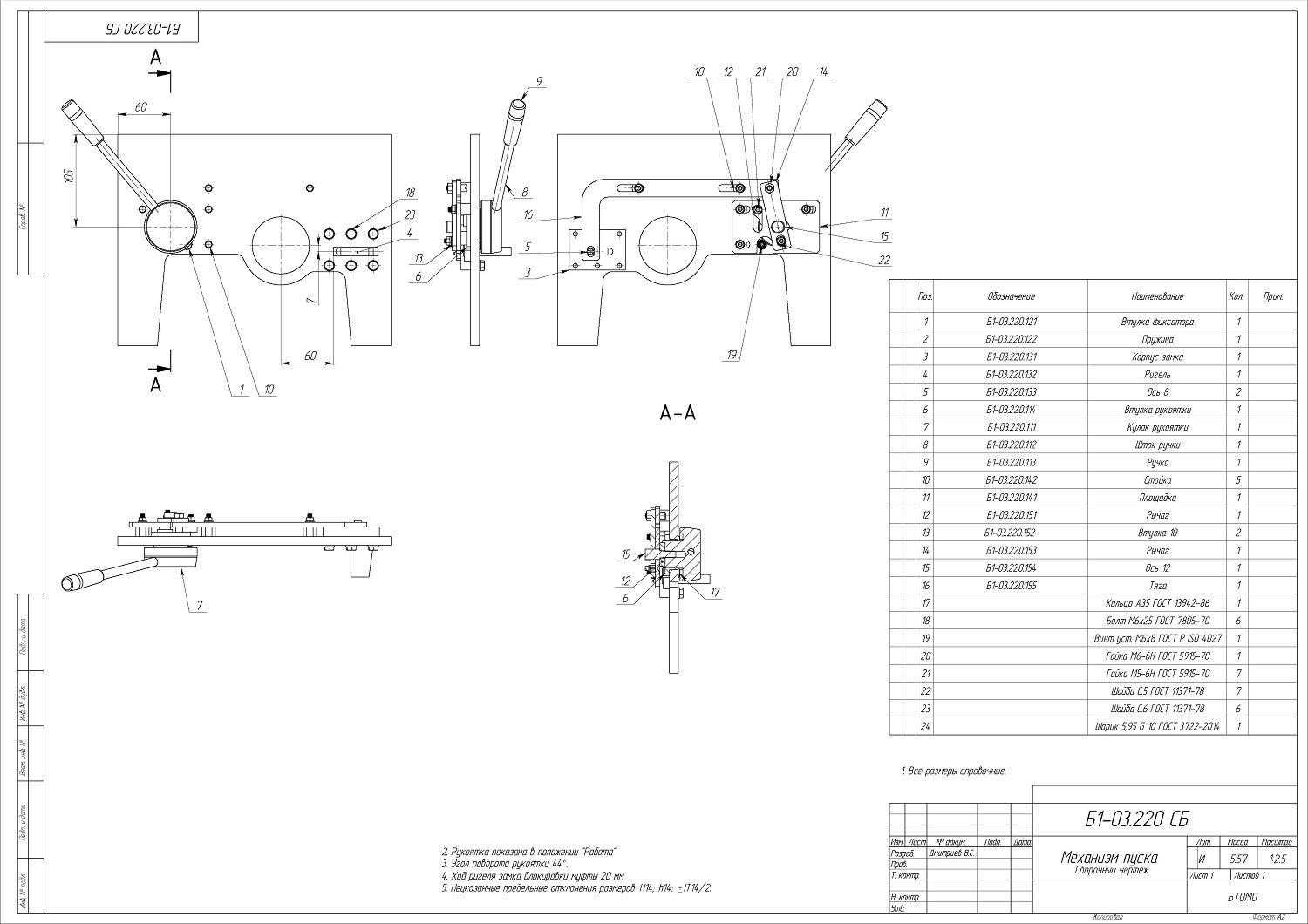
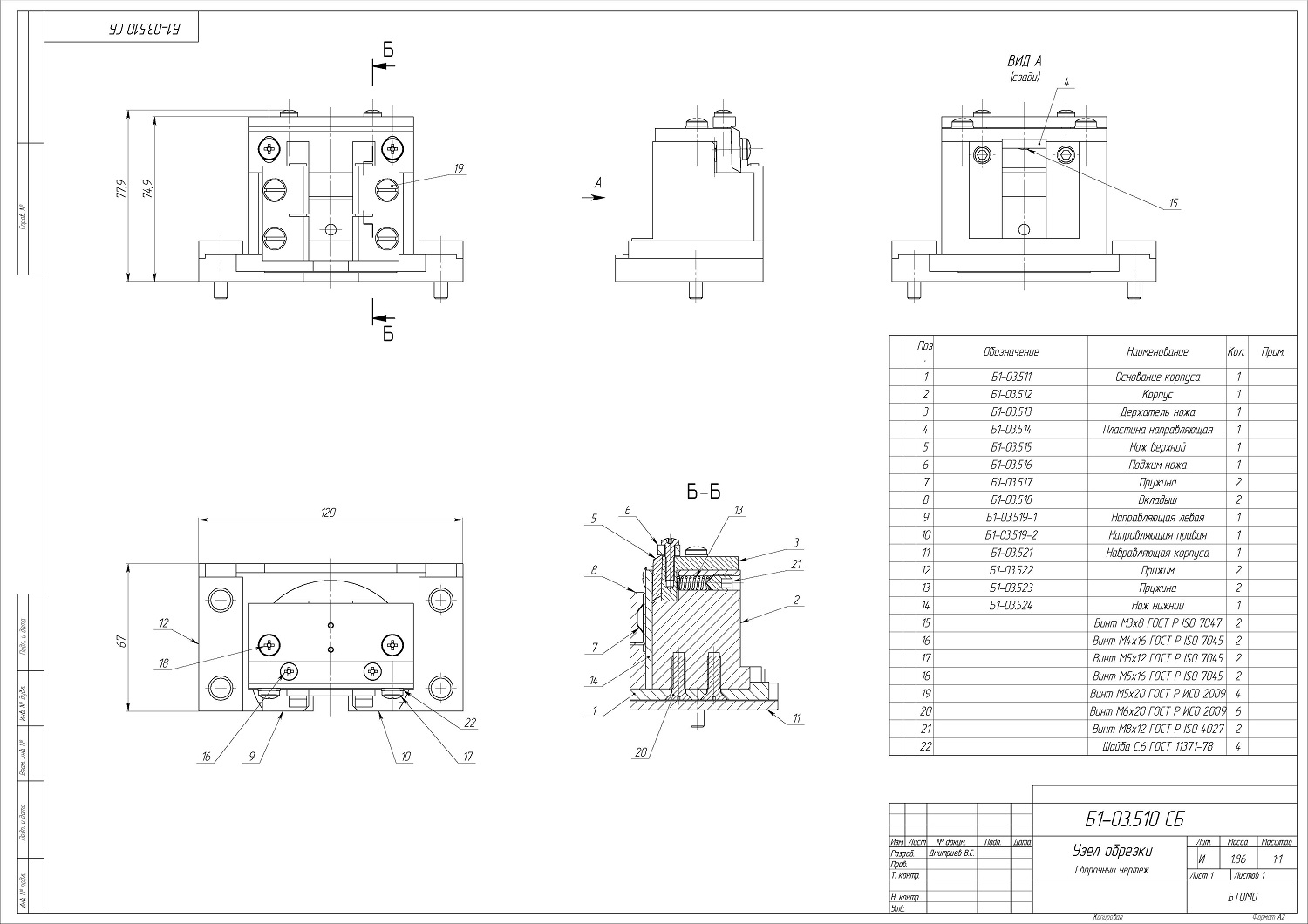
Кромкострогальный 7814





Проектирование и изготовление технологического стенда для испытания арматуры
защищённой термопар (гильз). Рабочая длина гильз — до 2 метров, давление при испытании — до 1000 атм.(!). Стенд позволяет проводить испытания гильз фланцевых и резьбовых, таким образом, заменяя два различных стенда.



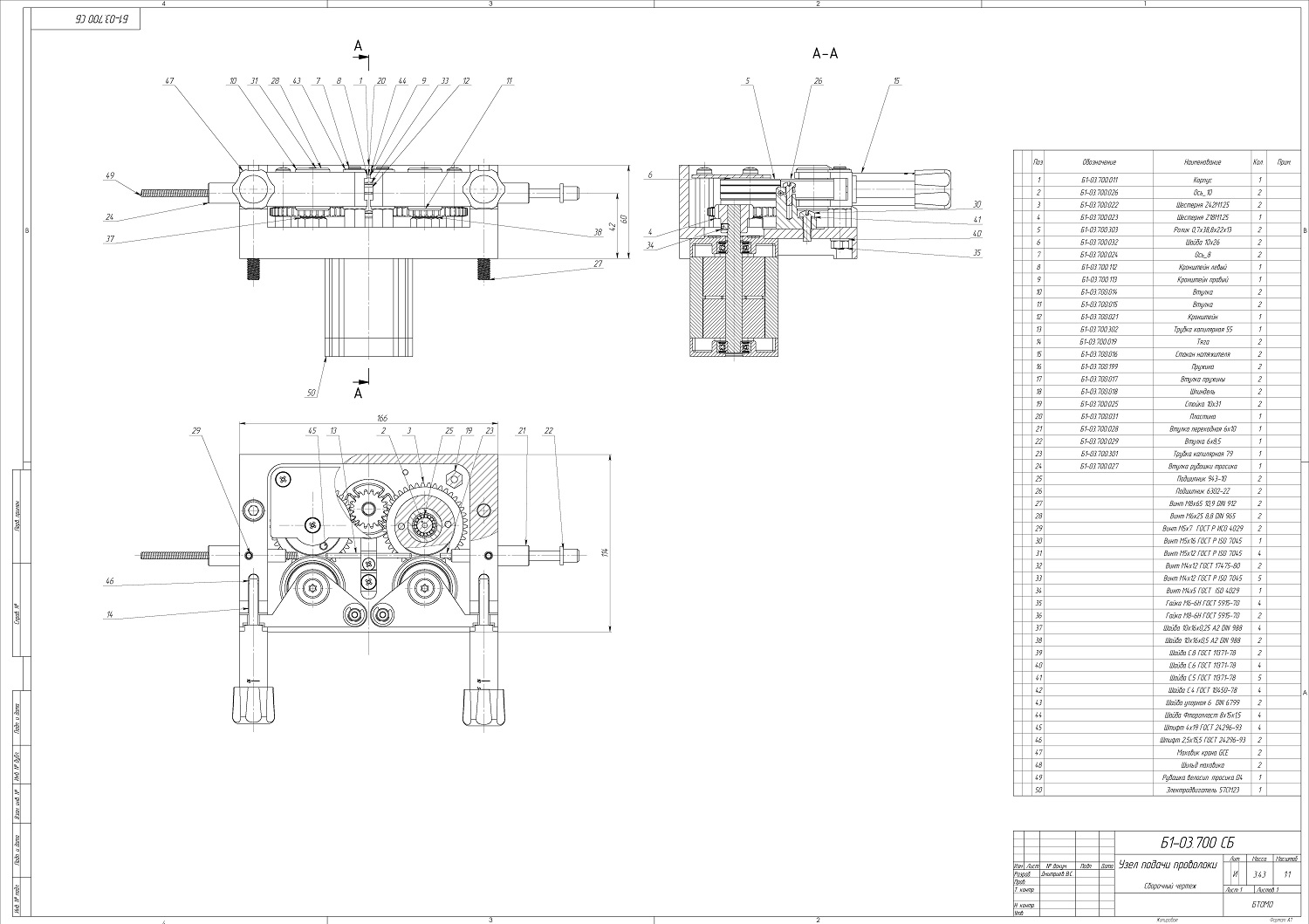
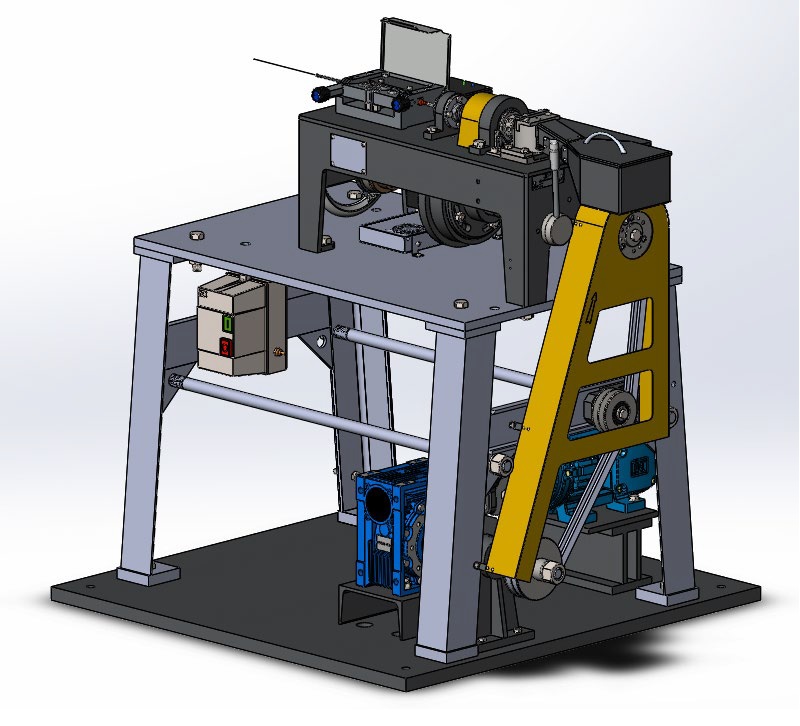
Станок для производства гофрированной сетки
Оборудование разработано для задач ОПК. Станок электромеханический предназначен для получения гофрированной фильтрующей сетки различной конфигурации толщиной от 0,3 до 1,2 мм путём прокатки немерной заготовки между зубчатыми валками. Использование в составе станка промышленного программируемого привода, в совокупности с конструкцией станка, позволяет осуществлять работу как в ручном, так и в автоматическом режиме. Максимальная производительность: до 10 м/мин.
")
")
")
")
")
")
Корпус шнека 12Х18Н10ТЛ
ООО БТОМО изготовило корпус шнека, состоящий из двух половин – и это один из небольших, но знаковых проектов предприятия, запомнившихся сложностью объёмного изготовления. Материал – сталь 12Х18Н9ТЛ. Технологически сложное изделие с прямыми несимметрично расположенными пазами. Корпус является основной деталью в шнек-прессе, используемом в деревообрабатывающей промышленности при производстве древесно-волокнистых плит.



Разработка и изготовление грузоподъёмного барабана литейного крана
Грузоподъёмностью 50 тонн. КД на барабан была разработана на основе образца предоставленного заказчиком. Диаметр барабана 975 мм, длина барабана 2460 мм, толщина стенки 31 мм (без нарезания канавок). Привод барабана осуществляется с помощью редуктора Ц2-1000.

Модернизация гидропривода поворотных столов обжимного стана
Разработка и изготовление данных работ входит в выше указанный проект «Модернизация поворотных столов обжимного комплекса прокатного стана», но является самостоятельным как отдельный проект усовершенствования части прокатного стана.
В состав конструкторских работ входит разработка и изготовление гидроцилиндров поворота столов приёма передачи заготовки. Данные гидроцилиндры обеспечивают поворот стола с его последующим плавным торможением и остановом в крайних положениях.

Разработка и изготовление натяжного барабана транспортирующего конвейера
Диаметр 425 мм, длина 950 мм, толщина стенки 14 мм. КД на барабан была разработана на основе имеющегося образца барабана, предоставленного заказчиком. Кроме того, в результате поломки исходного образца (излом опорной шейки оси барабана), был проведён прочностной расчёт, который показал необходимость увеличения диаметра опорной шейки барабана.

Разработка и изготовление траверсы
Для подъёма и транспортировки аэродромной плиты

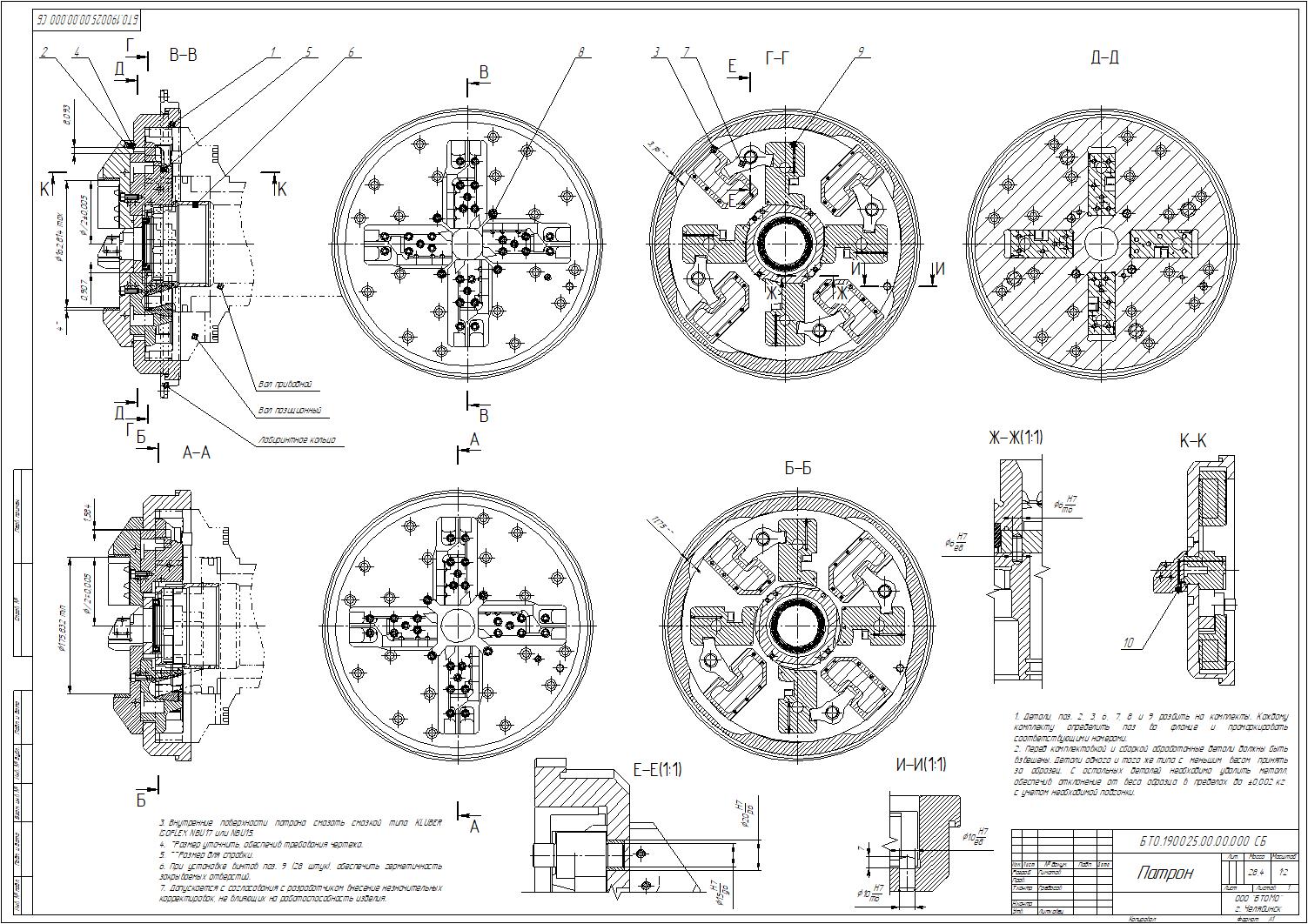
Проектирование и изготовление патрона самоцентрирующего, клинового, самозажимного к агрегату MАM-215
Для установки и наворачивания соединительных муфт на трубы нефтяного сортамента. Максимальный диаметр зажимаемой муфты 215 мм.


Разработка и изготовление взаимозаменяемого аналога клапана дроссельного Mapag тип О (DN800) фирмы Linde AG кислородной станции металлургического цеха
Стоимость в сравнении с импортным ниже в 1,7 раза. Претензий по работе нет.

Ремонт вакуумного компрессора GM 430S/580L фирмы Aerzener Maschinenfabrik G.m.b.H кислородной станции металлургического цеха
Включает разработку и изготовление новых боковых опорных крышек, ремонтом и балансировкой роторов. Результат: агрегат работает в штатном режиме, без замечаний более трёх лет, на

380Модернизация и ремонт агрегатов электронасосных НКу-90 М-С
В результате модернизации сокращено время технологической сборки-разборки и увеличен межремонтный срок службы в 2 раза (!).

Редукторы и зубчатые передачи
Проектирование и изготовление планетарного редуктора, отечественный аналог модели PF012 фирмы «SEW-EURODRIVE», Германия
Данный планетарный редуктор применяется в качестве привода холодильной установки в линии изготовления слоёного теста. Особенностью редуктора являются компактные размеры при передаче высокого крутящего
момента. 2022 г.
Ремонт редуктора Вагнер, 130 кВт, 12 т.
Ремонт суппорта пилы «Wagner» производства ФРГ, входящей в состав основной линии прокатного стана трубопрокатного производства. В ходе работ произведена полная разборка узла и дефектовка, ремонт посадочных поверхностей и шлифовка шпинделя под уплотнительные элементы, замена подшипников, дистанционных и уплотнительных колец. До проведения ремонта и перед отгрузкой был спроектирован и изготовлен стенд плавного пуска и регулировки скорости, изделие прошло обкатку в течение 96 часов с проведением вибродиагностики рабочих частей. Просто было описать эти работы, но далеко не просто сделать. В настоящее время редуктор успешно работает.
Характеристики: ход подачи суппорта до 1000мм/мин; быстрый ход: 6000 мм/мин; мощность 130 кВт; частота вращения шпинделя 1500 мин-1; вес узла 12 т.


Разработка КД и изготовление зубчатой пары мультипликатора Skoda привода турбокомпрессора DANA установки компримирования газа
Высокоскоростная и тяжелонагруженная цилиндрическая шевронная передача (частота вращения 6000 об/мин, передаваемая мощность 2,4 МВт). Масса ведущего

")
Ремонт планетарного редуктора GB.21002FS привода шнекового экструдера SP 560/450 производства Rieter-werke GmbH (Германия), мощностью 132 кВт
В процессе дефектовки были выявлены и отбракованы неисправные детали выходной планетарной ступени. После проведения анализа и выполнения КД, с учётом технических требований, были изготовлены аналогичные детали: эпицикл (корончатое зубчатое колесо), солнечная



Проектирование и изготовление открытой зубчатой передачи привода многоподовой обжиговой печи (производство огнеупорных изделий)
Тяжелонагруженная коническая пара с прямым зубом, параметры ведущей шестерни: m=26; z=12. Параметры ведомого колеса: m=26; z=96. Диаметр ведомого колеса — 2,7 м масса: 1439кг. Материал — высокопрочный чугун ВЧ70

Штамповая оснастка
Проект «Манты-казан 6 л» и «Манты-казан 15 л»
Проектирование и изготовление штампов для полного технологического цикла изготовления изделий. Особенность проекта: оснастка под «


")






Разработка и изготовление штамповой оснастки (вытяжной и обрубной штамп)
Для получения изделий «Кастрюля» с объёмом 1,7 и 3,0 литра. Штампы устанавливаются на




Импортозамещение: разработка и изготовление штампа совмещённого действия (вытяжка, вырубка)
Для получения готового товарного изделия «Противень» в пищевой промышленности. Разработка конструкторской документации на штамповую оснастку была разработана на основе имеющегося изношенного образца, произведённого ранее в Италии. Штамп устанавливается на пресс Omera (Италия) с усилием в 120 тонн. Характеристики штампа: закрытая высота 318 мм, ширина 965 мм, вес 890 кг. В настоящее время изделие в эксплуатации.

Ознакомиться со списком оборудования можно тут.
ООО «БТОМО» входит в реестр предприятий, деятельность которых не может быть остановлена даже в настоящее непростое время.
Мы продолжаем свою работу и сейчас на связи:
+7 (351) 245-06-17, 247-74-42, 729-81-25.
Обращайтесь!
Заместитель директора по производству, Зиннуров Альберт Факилович.